
国際特許分類[G02B6/44]の内容
物理学 (1,541,580) | 光学 (228,178) | 光学要素,光学系,または光学装置 (130,785) | ライトガイド;ライトガイドおよびその他の光素子,例.カップリング,からなる装置の構造的細部 (20,148) | ファイバに引張強度及び外部保護を与えるための機械的構造,例.光伝送ケーブル (1,638)
国際特許分類[G02B6/44]に分類される特許
81 - 90 / 1,638
エア吹き付け装置
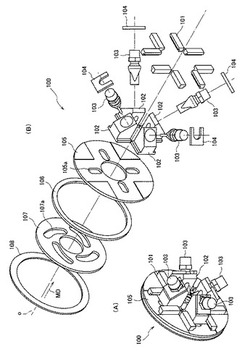
【課題】複数のエアノズルの位置調整を、簡単な操作で精度良く確実に行うことができるようにする。
【解決手段】エア吹き付け装置100は、複数のエアノズル103を有し、エアノズル103の先端が同心円上に配置される。そしてエアノズル103の先端と同心円の中心との半径方向の距離を一括して変更するエアノズル位置変更機構を有する。エアノズル位置変更機構は、回動プレート107が外力により回動することにより、エアノズル103を固定する複数のノズル固定ブロック102が同心円の半径方向に移動し、エアノズル103の先端と同心円の中心との半径方向の距離を一括して変更する。
(もっと読む)
光ファイバケーブル

【課題】細線化ができ、容易に中間分岐が可能な光ファイバケーブルを提供する。
【解決手段】 複数の光ファイバ心線10と、複数の光ファイバ心線10を内部に収納するスロット溝15を有する矩形状のスロットコア14と、スロット溝15が形成されたスロットコア14の主面と、主面に接続する両側面のそれぞれの少なくとも一部とを覆うように縦添えされた押え巻きテープ16と、押え巻きテープ16で覆われてない領域の少なくとも一部においてスロットコア14と融着するようにスロットコア14及び押え巻きテープ16を被覆する矩形状の樹脂からなるシース20を備える。シース20は、スロットコア14の両側面のそれぞれの押え巻きテープ16で覆われた領域に対応する位置の外面に互いに対向して設けられた一対のノッチ22を有する。
(もっと読む)
光ファイバテープ心線の製造方法、光ファイバテープ心線の製造装置および光ファイバテープ心線
【課題】 高速での製造にも対応が可能であり、また、接着強度にも優れる間欠接着型の光ファイバテープ心線の製造方法等を提供する。
【解決手段】 供給部11a、11b、11c、11dから繰り出された光ファイバ素線3a、3b、3c、3dは、それぞれ塗布ロール13a、13b、13c、13dに送られる。塗布ロール13a、13b、13c、13dを通過した光ファイバ素線3a、3b、3c、3dは、整列部19で同一平面上に互いに隣り合うように並列される。塗布ロール13cは、光ファイバ素線3cの進行方向に対して略垂直な回転軸を有するロールである。塗布ロール13cの外周面の一部には、接着部材保持部23が形成される。接着部材保持部23は接着部材を保持し、接触する光ファイバ素線3cの側面に接着部材を塗布する部位である。
(もっと読む)
光ファイバ用紫外線照射炉および光ファイバの製造方法
【課題】石英管内の酸素濃度をより低下させると共に、石英管内に滞留する揮発成分をスムースに外部に排出させて石英管内の曇りを抑制することができる光ファイバ用紫外線照射炉および光ファイバの製造方法を提供する。
【解決手段】光ファイバ用紫外線照射炉10は、紫外線硬化型樹脂を外周に塗布した光ファイバ11を通過させる円筒状の石英管13と、該石英管13の上流側端部に不活性ガスGを供給する不活性ガス供給口19と、該石英管13の外側に紫外線を照射して光ファイバ11に塗布した紫外線硬化型樹脂を硬化させる紫外線ランプ14と、を備えている。加えて、光ファイバ用紫外線照射炉10は、上端の入線口17の入線側開口径D1が3mm〜10mmの範囲内、下端の出線口18の出線側開口径D2が4mm〜20mmの範囲内であり、出線側開口径D2が入線側開口径D1より大きくなるように入線側開口径D1および出線側開口径D2を適宜設定する。
(もっと読む)
光ファイバ及びこれを用いた光ファイバケーブル
【課題】所望の伝送損失とMFD特性とを満たすとともに、クラッドの断面積を最小とすることができ、これにより単位断面積当たりのコアの充填効率を最大とする低損失高密度の光ファイバ及びこれを用いた光ファイバケーブルを提供する。
【解決手段】同一クラッド内に複数のコアを配置するマルチコア構造において、クラッド1の外周に最も近接して配置されるコア2の比屈折率差Δと直径2aを、所望の曲げ損失特性を実現する構造範囲とすると同時に、コア2の比屈折率差Δと直径2aと、コア中心とクラッド外周との距離dとを、閉じ込め損失αC 及び波長λにおけるMFD(2W)を用いて表される以下の式(1)を満たすようにすることにより、上記課題を解決する手段としている。
【数1】 (もっと読む)
(もっと読む)
光ファイバテープ心線の製造方法及びこの製造方法を実行する光ファイバテープ心線の製造装置並びにこの製造方法により製造された光ファイバテープ心線
【課題】複数の光ファイバを並列させ隣接する光ファイバ同士を所定間隔ごとに連結させた光ファイバテープ心線の製造方法であって、高速で光ファイバテープ心線を良好に製造でき、かつ、多心の光ファイバテープ心線を良好に製造できる製造方法を提供する。
【解決手段】複数本の光ファイバ2を間隔を空けて並列させた状態で光ファイバの長手方向に送り出し未硬化の樹脂を複数の光ファイバに間欠的に塗布する樹脂塗布工程102と、光ファイバに塗布された未硬化の樹脂に硬化エネルギーを照射して光ファイバ同士が連結された連結部を形成する樹脂硬化工程103とを有し、樹脂塗布工程102において、光ファイバに塗布される樹脂の粘度よリも、吸引部及び搬送部における樹脂の粘度を低下させる。
(もっと読む)
光ファイバテープ心線の製造方法、製造装置、及びその製造方法で製造された光ファイバテープ心線
【課題】光ファイバ心線間ピッチが広がり過ぎるのを防止できるようにする。
【解決手段】走行する光ファイバ心線2全体を被覆するように紫外線硬化樹脂23を塗布した後、光ファイバ心線2間に充填された未硬化状態にある紫外線硬化樹脂23の一部を取り除いて光ファイバ心線2同士を紫外線硬化樹脂23で連結させない心線間分離部28と紫外線硬化樹脂23で連結させた心線間連結部27とをテープ心線長手方向に間欠的に形成する。そして、心線間分離部28のみに紫外線を照射して心線間分離部28の未硬化状態にある紫外線硬化樹脂23だけを硬化させた後、各光ファイバ心線2の間隔を狭めて集線し、集線して各光ファイバ心線2の間隔が所定値となった時点で、心線間連結部27の未硬化状態にある紫外線硬化樹脂23に紫外線を照射して本硬化させる。
(もっと読む)
光ファイバテープ心線の製造方法及びこの製造方法を実行する光ファイバテープ心線の製造装置並びにこの製造方法により製造された光ファイバテープ心線、光ファイバケーブル及び光ファイバコード
【課題】複数の光ファイバを並列させ隣接する光ファイバ同士を所定間隔ごとに連結させた光ファイバテープ心線であって、サブユニット同士の識別及び分割を容易にした多心の光ファイバテープ心線を良好に製造できる製造方法を提供する。
【解決手段】複数本の光ファイバ2を間隔を空けて並列させた状態で光ファイバの長手方向に送り出し未硬化の樹脂を複数の光ファイバに間欠的に塗布する樹脂塗布工程102と、光ファイバに塗布された未硬化の樹脂に硬化エネルギーを照射して光ファイバ同士が連結された連結部を形成する樹脂硬化工程103とを有し、樹脂塗布工程102において、連結部の間隔が長く除去すべき樹脂が多く発生する光ファイバ2間の間隔を、連結部の間隔が短い光ファイバ2間の間隔よりも広くする。
(もっと読む)
光ファイバテープ心線の製造方法及びその製造方法で製造した光ファイバテープ心線
【課題】光ファイバがコーティングダイスから送り出される際に被覆樹脂が削られるのを抑える。
【解決手段】光ファイバ3の最外層に位置する紫外線硬化樹脂13のヤング率が300MPa以上で、かつ、そのヤング率が300MPa〜600MPaのときには以下の測定方法により測定した摩擦力が0.3N以下である複数本の光ファイバ3を、互いに並列配置してこれら各光ファイバ3をその長さ方向に沿って間欠的に固定して接着部5を形成する。光ファイバ試片30でリング30aを形成し、その一方側の端部30bを、結び目を作るようにしてリング30aの中に挿入し、樹脂同士が接触する接触部30dを形成する。この状態で、リング30aの両側の各端部30b,30cを把持して互いに離反する方向に引っ張り、その引っ張るときの接触部30dにおける樹脂同士の摩擦力を測定する。
(もっと読む)
光ファイバテープ心線の製造方法
【課題】単心分離作業を容易に行うことができ且つ単心分離後にテープ化樹脂除去作業を行わなくても良い光ファイバテープ心線の製造方法を提供する。
【解決手段】複数本の光ファイバ心線2A〜2Dを一列に配列させて走行させ、隣り合う光ファイバ心線2間にのみ連結用樹脂13をテープ心線長手方向で間欠的に塗布して連結部13’を形成することで光ファイバ心線2同士を連結させた光ファイバテープ心線7の製造方法。本発明方法では、走行する光ファイバ心線2に接して回転する回転体5に、連結用樹脂13を供給して該回転体5の表面5aに連結用樹脂13を間欠的に付着させ、その回転体5の表面5aに付着させた連結用樹脂13を、隣り合う光ファイバ心線2間に転写させて光ファイバ心線2間にのみ連結部13’を形成する。
(もっと読む)
81 - 90 / 1,638
[ Back to top ]