
国際特許分類[H01L21/304]の内容
電気 (1,674,590) | 基本的電気素子 (808,144) | 半導体装置,他に属さない電気的固体装置 (445,984) | 半導体装置または固体装置またはそれらの部品の製造または処理に特に適用される方法または装置 (183,847) | 半導体装置またはその部品の製造または処理 (125,986) | 少なくとも一つの電位障壁または表面障壁,例.PN接合,空乏層,キャリア集中層,を有する装置 (97,574) | 不純物,例.ドーピング材料,を含むまたは含まない周期律表第IV族の元素またはA↓I↓I↓IB↓V化合物から成る半導体本体を有する装置 (83,040) | 21/20〜21/26に分類されない方法または装置を用いる半導体本体の処理 (43,387) | 表面の物理的性質または形状を変換するため,例.エッチング,ポリシング,切断 (21,268) | 機械的処理,例.研摩,ポリシング,切断 (11,020)
国際特許分類[H01L21/304]に分類される特許
51 - 60 / 11,020
研磨装置による研磨方法
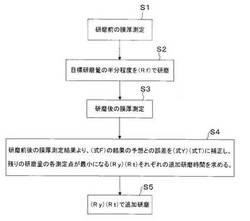
【課題】研磨速度や研磨形状の変化に合わせて、最適な研磨条件で研磨処理を自動で実行できるようにする。
【解決手段】ステップ1で研磨前の基板の基板(ウェハ)の膜厚を測定する。次に、ステップ2で目標研磨量の半分程度を反りなし形状の研磨レシピ(Rf)で研磨する。そして、ステップ3で研磨後の基板の膜厚を測定する。このあと、ステップ4で研磨前後の基板の膜厚の測定結果により、(反りなし形状に対応する研磨後の式F)の結果の予想との誤差を(山型反り形状に対応する研磨後の式Y)、(谷型反り形状に対応する研磨後の式T)に補正し、残りの研磨量の各測定点が最小になるように、山型反り形状の研磨レシピ(Ry),谷型反り形状の研磨レシピ(Rt)それぞれの追加研磨時間を求める。そして、ステップ5で、山型反り形状の研磨レシピ(Ry),谷型反り形状の研磨レシピ(Rt)で追加研磨時間だけ研磨除去する。
(もっと読む)
板状基板の割れ検知方法

【課題】研磨加工中の板状基板に割れが発生したことを適確に判断することができ、板状基板の割れに速やかに対処することができる板状基板の割れ検知方法を提供する。
【解決手段】加工送り量制御手段50で研磨手段20の加工送り量を制御しながら基板1を研磨している最中に、研磨手段20の研磨工具26と基板1との接触によって発生する荷重が予め定められた所定の範囲を超えて減少した時に、基板1に割れが発生したと判断する。
(もっと読む)
基板処理装置
【課題】本発明は、基板処理装置に関する。
【解決手段】本発明の実施例によると、第1外壁で取り囲まれ、処理液を噴射する上部チャンバと、上部チャンバの下部に形成され、第2外壁で取り囲まれており、第2外壁に平行に離隔されるように形成された隔壁を含み、上部チャンバから噴射された処理液を回収する下部チャンバと、上部チャンバと下部チャンバとの間に形成され、基板を進行方向に沿って移送する基板移送部と、を含み、下部チャンバの第2外壁間の幅が上部チャンバの第1外壁間の幅より大きい基板処理装置が提供される。
(もっと読む)
異物除去装置
【課題】電子製品用の基板に付着した異物を除去する異物除去装置において、エアー射出による異物への除去作用を維持しながらも異物の拡散による再汚染を防止し、充分な異物除去能力を得ることができる。
【解決手段】この発明の異物除去装置においては、異物除去処理を行う際に基板1上部に隙間を空けて対向して配置される異物飛散防止板3と、異物飛散防止板3の外周に設けられる囲い板4と、異物飛散防止板3に開口して設けられるエアー射出部5と、エアー射出部5と囲い板4の間に開口して設けられるメインエアー吸引部6およびサブエアー吸引部7とを備えるものである。
(もっと読む)
被加工物のバイト切削方法
【課題】被加工物毎にバイト工具が過度に切り込むことを防止して、被加工物の被切削面の品質悪化やバイト工具に生じる欠けや異常磨耗を防止する被加工物のバイト切削方法を提供する。
【解決手段】チャックテーブル32で保持された被加工物11の第1領域17aの上面高さと第2領域19aの上面高さをそれぞれ複数点において検出し、第2領域の上面高さの最高位置から第1領域の上面高さの最低位置を減じた値を余剰厚みとして算出する。そして、バイト切削工具が一回の回転で被加工物に切り込める最大切り込み量と余剰厚みとから余剰厚みを除去するのに必要な切削回数を算出し、この切削回数に基づいてバイト切削工具を動作させ余剰厚みを除去し、更にバイト切削工具を動作させて被加工物を切削し、最低位置から所定厚み減じた厚みに被加工物を切削加工する。
(もっと読む)
両面研磨方法、及び両面研磨装置
【課題】上下両定盤の修正状態をできるかぎり同一として、マッチングのとれた定盤面を形成してワークを高精度で両面研磨する。
【解決手段】回転可能に配置された研磨用サンギア111と、研磨用サンギア111との間に環状領域121を形成するインターナルギア22と、環状領域内に回転可能に配置された環状の下定盤20と、下定盤20の上側に回転可能に配置された環状の上定盤30と、を備え、下定盤20、上定盤30、サンギア部材110、及びインターナルギア22を夫々予め定めた回転方向、及び速度で回転させ、研磨キャリア10で保持したワーク11の両面研磨後、研磨用サンギア111に代えて、研磨用サンギア111のピッチ円径Raより小さいピッチ円径Rbを備えた修正用サンギア112を配置し、環状領域に研磨キャリア10のピッチ円径raより大きいピッチ円径rbの修正キャリア230を配置し、下定盤20、及び上定盤30の修正を行う。
(もっと読む)
切断装置及び基板の製造方法、半導体ウエハ
【課題】うねりの小さい基板を容易に製造できるようにした切断装置及び基板の製造方法、半導体ウエハを提供する。
【解決手段】一対のローラー10間にワイヤー20が巻き掛けられてワイヤー列21が構成され、ワイヤー列21を一対のローラー10間で移動させながら当該ワイヤー列21にインゴット1を押し当てて該インゴット1を切断するワイヤーソー100であって、補助ローラー60を備える。この補助ローラー60は、ワイヤー列21に対しインゴット1からの負荷がない状態で、ワイヤー列21に当接してその張力を増加させる。
(もっと読む)
研磨終点検出方法および研磨装置
【課題】研磨対象膜の下層の金属材料の影響を排除し、渦電流センサを用いて、基板表面内の各領域での膜厚情報を取得することができ、得られた膜厚情報から基板の研磨終点を決定する方法を提供する。
【解決手段】本方法は、基板の研磨中に渦電流センサを基板の表面を横切るように移動させ、渦電流センサのインピーダンスの抵抗成分Xおよび誘導リアクタンス成分Yからなる座標X,YをX−Y座標系上にプロットし、X−Y座標系上に定義された複数のインピーダンスエリアにそれぞれ属する複数の座標X,Yを用いて、複数のインピーダンスエリアごとに複数の膜厚指標値を算出し、複数の膜厚指標値を用いて複数のインピーダンスエリアごとに基板の研磨終点を決定する。
(もっと読む)
研削装置
【課題】研削ホイールをホイールマウントに装着する場合に高精度な電極位置精度を不要とすると共に、超音波振動加工時のノード領域の変化によっても電極接触不良を発生させず、かつ、研削ホイールを容易に着脱可能な研削装置を提供すること。
【解決手段】研削装置は、ホイールマウント(31)に磁力を持つ固定電極(62)を配設すると共に、ホイールベース(413)の収容部(413a)内に磁力によって引き付けられる可動電極713を含む可動電極部(71)を収容部(413a)に進退可能に収容する。ホイールベース(413)にホイールマウント(31)に装着されると、固定電極(62)の固定電極(62)の接触面(621a)と平行にS極とN極を並列させた磁石(622)の磁力により可動電極部(71)が固定電極(62)に接触し環状超音波振動子(415)に通電され、可動電極部(71)がホイールベース(413)に非接触とされる。
(もっと読む)
圧力分布調整機能を有する研磨装置
【課題】研磨中の発熱によってプラテンが熱変形するのを防止するとともに圧力分布変化を最小限に抑えたプラテンシートを提供する。
【解決手段】スラリを滴下供給しながらウェーハと研磨パッド50を相対的に摺接して研磨を行う研磨装置10において、ウェーハを全面で減圧して平面矯正して取り付けるウェーハ保持台20と、プラテン30上に敷設固定されて所望の圧力分布を形成された圧縮変形板40と、圧縮変形板40上に研磨パッド50を張り上げて固定する張上機構とを有し、研磨パッド50は、圧縮変形板40上に敷設されて撓み変形によって変位可能な撓み変形シート52と、撓み変形シート52上に敷設されて滴下されたスラリを保持する表層パッド51とを備え、ウェーハの反りを修正しながら、ウェーハの平均化を行うように構成した。
(もっと読む)
51 - 60 / 11,020
[ Back to top ]