
国際特許分類[H01R43/06]の内容
電気 (1,674,590) | 基本的電気素子 (808,144) | 導電接続;互いに絶縁された多数の電気接続要素の構造的な集合体;嵌合装置;集電装置 (28,662) | 電線接続器または集電装置の製造,組立,保守または修理のためまたは導体接続のために特に採用される装置または方法 (2,778) | 整流子の製造 (31)
国際特許分類[H01R43/06]の下位に属する分類
国際特許分類[H01R43/06]に分類される特許
1 - 10 / 28
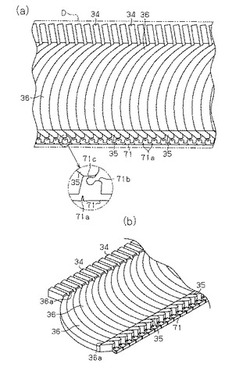
短絡部材の製造方法、及び整流子の製造方法
【課題】歩留まりを向上させることができる短絡部材の製造方法を提供すること。
【解決手段】周方向に複数の外周側端末34と、周方向に複数の内周側端末35と、外周側端末34と内周側端末35とを周方向に所定角度ずらしてそれぞれ連結する複数の連結部36とからなる短絡構成部材群を備え、周方向に並設されるセグメントに接続されることで所定間隔毎のセグメントを接続する短絡部材の製造方法は、外周側端末34、連結部36及び内周側端末35がそれぞれ略一直線状に沿って並設されるとともに、内周側端末35を略一直線状に連結する成形時連結部71が形成されるように、導電性板材Dを打ち抜く「打ち抜き工程」と、その後、外周側端末34、連結部36及び内周側端末35がそれぞれ環状に沿って並設されるように成形時連結部71を曲げる「環状曲げ工程」と、その後、成形時連結部71を除去する「除去工程」とを備える。
(もっと読む)
整流子の製造方法及び製造装置

【課題】生産効率を向上させると共に、切削工具の局所的な摩耗を抑制する。
【解決手段】本発明の整流子の製造方法では、第一工程において、切削工具16を整流子素材56の軸方向一方側から他方側へ相対移動させて整流子素材56の外周面を荒削り切削し、第二工程において、切削工具16を整流子素材56の軸方向一方側から他方側へ相対移動させて整流子素材56の外周面を仕上げ切削する。従って、切削工具16を整流子素材56の軸方向他方側から一方側へ相対移動させることが無駄となること(所謂エアカットとなること)を防止できるので、これにより、生産効率を向上させることができる。また、仕上げ切削前に切削工具16の角度を変更することで第一工程と第二工程とで切削工具16の刃面における使用領域を互いに異ならせているので、切削工具16の局所的な摩耗を抑制することができる。
(もっと読む)
整流子の製造方法
【課題】容易に製造することができるとともに、整流子片が絶縁体から剥離し難い構造とすることができ、更に真円度を容易に高くすることができる整流子の製造方法を提供する。
【解決手段】凸部11を有する板材Tを円筒形状にする丸め工程と、充填した樹脂の硬化後、アンダーカット予定部Aを切削する整流子形成工程とを有する。そして、丸め工程の前に、円弧凹部20aが凸部11毎に対応して並設されたダイ20に板材Tを当接させ分割パンチ21にてプレスすることで凸部11に分割溝12を形成するとともに、凸部11を分割した一対の分割凸部9とし、更に板材Tの平面側を円弧凸部Tbが複数並設された形状とする凸部分割工程と、その後、斜め溝形成パンチにてプレスすることで分割凸部9に平行方向に対して傾斜した斜め溝を形成するとともに、斜め溝を形成することで同時に分割凸部の凸設方向の直交方向に突出する突出部を形成する突出部形成工程を有する。
(もっと読む)
整流子の製造方法
【課題】整流子10の外周に配置される整流子片12の配置精度を向上できる整流子10の製造方法を提供する。
【解決手段】モータ1に用いられる整流子10の製造方法において、略円筒状の整流子片母材15の内部に樹脂をインサート成形することにより、整流子片母材15と円筒状の樹脂胴体11とが一体化された整流子母材10’を形成するステップと、樹脂胴体11の貫通孔11aに沿って整流子片母材15に対してしごき加工を施すステップと、しごき加工を施された整流子片母材15に対して貫通孔11aに沿うスリット加工を施すことにより、整流子片母材15を8つの整流子片12に分割するステップとを備えるようにする。
(もっと読む)
整流子の製造方法、整流子及び電機子
【課題】材料の無駄を低減でき歩留まりを向上できる整流子の製造方法、整流子及び電機子を提供する。
【解決手段】整流子5の各整流子片11のそれぞれに、独立した別部材で構成された結線爪6を固着したことで、整流子片11とその整流子片11より幅狭の結線爪6とがそれぞれ必要分のみの材料で構成される。
(もっと読む)
扁平型コミュテータ及びその製造方法
【課題】樹脂材料の成形時におけるセグメント片の摺接面への樹脂材料の付着を防止して、扁平型コミュテータの製造コストを低減することである。
【解決手段】周方向に並ぶ複数の隔壁36を備えた樹脂製のカートリッジ33に複数のセグメント片が装着される。各隔壁36にはその両側面から周方向に突出する凸部37が設けられ、各セグメント片はこれらの凸部37を弾性変形させた状態で装着されて、当該弾性力によりカートリッジ33に保持される。また、隔壁36には傾斜面36aが形成されており、カートリッジ33に装着された状態のままセグメント片と一体にホルダ部が樹脂成形されると、ホルダ部の各セグメント片の間における外周部分にはテーパ面が形成される。これにより、ホルダ部の成形後、セグメント片からカートリッジ33を取り外す際に当該外周部分が欠けることが防止される。
(もっと読む)
整流子の製造方法及び電機子の製造方法並びに整流子の製造装置
【課題】生産効率を向上させる。
【解決手段】本発明の整流子の製造方法は、荒削り用切削バイト36と仕上げ用切削バイト38とを一体に有する切削工具16を整流子素材56に対し整流子素材56の周方向に相対移動させながら整流子素材56の軸方向一方側(Z1側)から他方側(Z2側)へ相対移動させて整流子素材56の外周面の荒削り切削加工及び仕上げ切削加工を切削工具16により行う切削工程を含む。荒削り切削加工と仕上げ切削加工とを別々の工程で行う場合に比して、切削回数を減らすことができるので、生産効率を向上させることができる。
(もっと読む)
扁平型コミュテータの製造方法
【課題】樹脂材料の成形時におけるセグメント片の摺接面への樹脂材料の付着を防止して、扁平型コミュテータの製造コストを低減することである。
【解決手段】セグメント片形成工程P1において製造された複数のセグメント片を、カートリッジ装着工程P2により、摺接面を覆う保護面を備えた樹脂製のカートリッジに周方向に所定の間隔を空けて並べて装着する。次いで、カートリッジに装着された各セグメント片にアンカー形成工程P3においてアンカーを形成する。次いで、ホルダ部成形工程P4により、カートリッジに装着された状態の各セグメント片と一体に樹脂材料によりホルダ部を成形し、次いで、カートリッジ取り外し工程P5においてセグメント片からカートリッジを取り外す。そして、カートリッジが取り外された各セグメント片のコイル接続部に接続溝形成工程P6により接続溝を形成する。
(もっと読む)
整流子の製造方法及び製造装置
【課題】生産効率を向上させる。
【解決手段】本発明の整流子の製造方法は、切削工具16を整流子素材56に対し整流子素材56の周方向に相対移動させながら整流子素材56の軸方向一方側(Z1側)から他方側(Z2側)へ相対移動させて、整流子素材56の外周面を切削工具16により切削する第一工程と、切削工具16を整流子素材56に対し整流子素材56の周方向に相対移動させながら整流子素材56の軸方向他方側(Z2側)から一方側(Z1側)へ相対移動させて、整流子素材56の外周面を切削工具16により切削する第二工程と、を備える。
(もっと読む)
電気機器の円筒形整流子のための整流子リングの製造方法、ならびに電気機器
本発明は、電気機器の整流子(2)のための整流子リング(6)の製造方法、ならびに電気機器に関する。導電性の成形可能な帯状材料(34)から前記整流子リング(6)の整流子片(8)が形成される。なお該整流子片は、前記帯状材料の長手方向に延在する少なくとも1つの切欠部を有している。その後、形成された整流子片のうち所期の数の整流子片が整流子リングになるよう閉じられ、前記整流子片(8)が閉じられて整流子リング(6)になった後に、非導電性の変形耐性材料からなる補強リング(14,15,16)が前記切欠部(18;18,20)に挿入され、前記整流子リング(6)の整流子片(8)の可塑性変形によって前記切欠部(18:18,20)に固定される。 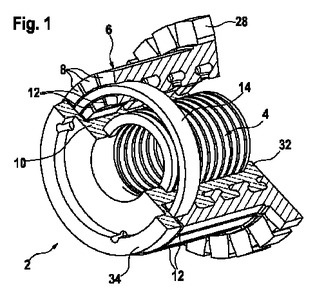 (もっと読む)
(もっと読む)
1 - 10 / 28
[ Back to top ]