
国際特許分類[H01R43/12]の内容
電気 (1,674,590) | 基本的電気素子 (808,144) | 導電接続;互いに絶縁された多数の電気接続要素の構造的な集合体;嵌合装置;集電装置 (28,662) | 電線接続器または集電装置の製造,組立,保守または修理のためまたは導体接続のために特に採用される装置または方法 (2,778) | 刷子の製造 (13)
国際特許分類[H01R43/12]に分類される特許
1 - 10 / 13
金属黒鉛質ブラシ
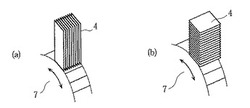
【課題】整流子の摺動面が傷つくことによる金属黒鉛質ブラシの摩耗や、原材料の取り扱い性の低下を抑制しつつ、低コストで作製することができる金属黒鉛質ブラシの提供を目的としている。
【解決手段】加圧成形により層状を成すように構成され、且つ加圧面5と垂直な面を整流子の摺動面とする構造の金属黒鉛質ブラシ4であって、鱗片状黒鉛1と鍍銅鱗片状黒鉛3とが含まれており、且つ、金属黒鉛質ブラシの総量に対する上記鍍銅鱗片状黒鉛3の割合が20wt%以上に規制されることを特徴とする。
(もっと読む)
電気部品の製造方法、ブラシホルダの製造方法、及び電気部品の製造装置

【課題】容易に良否判定を行うことができ、ひいては低コスト化を図ることができるブラシホルダの製造方法を提供する。
【解決手段】ターミナルTがブラシホルダ樹脂体9に埋設されてなるブラシホルダ7の製造方法であって、ターミナルTを第1及び第2金型41,42内に配置する「配置工程」と、「配置工程」の後、第1及び第2金型41,42内に硬化するとブラシホルダ樹脂体9となる液体状の樹脂を充填する「充填工程」とを備える。又、ターミナルTが第1及び第2金型41,42内にある状態、詳しくは、「配置工程」後であって「充填工程」の前と、「充填工程」中と、「充填工程」後に、ブラシホルダ樹脂体9からそれぞれ露出することになるターミナルTの両端部と対応した位置に設けられた一対の通電検査用接触子41b,42b間の導通状態を検査する「検査工程」を備える。
(もっと読む)
カーボンブラシ接合体及びその製造方法
【課題】超音波溶接で高強度な安定した接合を行うことが可能であり、作業性の向上と製造コスト低減を図ることができる。
【解決手段】リード線付カーボンブラシ1の突出するリード線2の略球状の先端22aと端子部100の接続部101とを重ね合わせ、略球状のリード線先端22aをアンビル91の押圧面の略半球状の凹部911に嵌めるようにして配置して、リード線先端22aと接続部101をアンビル91の凹部911とチップ92の微細凹凸921で挟圧し、超音波溶接でチップ92を挟圧方向と略垂直方向に往復運動して、リード線先端22aの略球状を略半球状にしながら接続部101に接合し、カーボンブラシ接合体を得る。
(もっと読む)
カーボンブラシ及びその製造方法
【課題】表面に被覆処理を施されずに、整流子において発生する短絡電流を抑制することによって、発生する火花を抑制し、仕事効率を従来よりも改善したカーボンブラシを提供する。
【解決手段】一端付近に導電線が接続された基材からなり、前記基材の他端において、回転する整流子と接触するカーボンブラシであって、前記整流子の回転方向に対する接線方向における前記基材の電気抵抗率RAが、前記導電線が接続された箇所から前記整流子までの間の電気抵抗率RBよりも高く、電気抵抗率RAと電気抵抗率RBとの比RA/RBが1.50以上であることが好ましい。また、電気抵抗率RAが100μΩ・m以上2000μΩ・m以下であることが好ましい。このカーボンブラシの製造方法は、基材を成型する際の加圧を、予め整流子の回転方向に対する接線方向と平行な方向に行う工程を有する。
(もっと読む)
ブラシホルダの製造方法及びブラシホルダ
【課題】バリの発生を確実に防止できるブラシホルダの製造方法を提供する。
【解決手段】整流子が配置される円筒状の空洞を形成する金型本体11の上型12の円柱状の胴部12aに、一対のブラシ収容部22,22を形成する四角柱状の中子14の先端部14bを当接させ、上型の胴部と中子及び下型13間で形成されるキャビティK内に溶融樹脂Sを充填して各ブラシ収容部を樹脂成形するブラシホルダ20の製造方法において、中子を各ブラシ収容部の開口端22bより延長し、各ブラシ収容部の周壁に溝を形成する中子の周面14aの凸部14f,14eを各ブラシ収容部の後端22cから開口端の手前まで形成し、上型の胴部に形成された四角凹状の穴部12bに中子の四角柱形の先端部14bを嵌合した後で、一対のブラシ収容部を樹脂成形する。
(もっと読む)
ブラシの製造法
【課題】 低抵抗層成形用粉体と高抵抗層成形用粉体との粉体同士の充填密度のバラツキが生ぜず、特性と各層の厚さをコントロールすることが容易で、かつ長寿命で電気的損失が小さいブラシの製造法を提供する。
【解決手段】 整流子と接触する摺動面が低抵抗層3及び高抵抗層2で形成されるブラシの製造法において、低抵抗層用粉体中にリード線1を埋設し、成形してリード線1を固定して低抵抗層3を形成した後、その上面に高抵抗層2を形成することを特徴とするブラシの製造法。
(もっと読む)
小型モータの整流装置及びその製造方法
【課題】整流子の経時変化、対環境性、変色の低減において改善を図り、これによって、整流子とブラシ間の接触抵抗、それ故に、モータ起動電圧を安定に維持して、長寿命化を図る。
【解決手段】ブラシは、ブラシ摺動部と、該ブラシ摺動部を支持する全体的には細長い板状のブラシ基材とから構成し、かつ、該ブラシ摺動部は、Ni下地めっきをしたブラシ基材の長さ方向の一部の上に、ブラシ摺動部表面層として所定長さに渡ってPdめっきをする。整流子は、整流子基材の上にめっきにより形成した整流子摺動部を有し、該整流子摺動部は、その表面層として、ブラシ摺動部表面層と同一金属であるPdめっきをする。
(もっと読む)
小型モータ用ブラシおよびその製造方法ならびに小型モータ
【課題】ブラシの接点部の耐久性を向上させて長期にわたり安定した性能を得ることができるようにした安価な小型モータ用ブラシ及びその製造方法並びに小型扁平モータの提供。
【解決手段】導電性金属材からなる板バネ材16の整流子側との接触領域として予定されている位置にある送り出し方向に、貴金属合金からなる無垢線材18を位置合わせして板バネ材16共々送り出す第1工程と、該第1工程を経て送り出された無垢線材18の整流子側との接触領域を板バネ材16側に溶着部19として溶接する第2工程と、該第2工程を経た板バネ材16側から溶着部19を突出接点15とする所定形状のブラシ基材12を形成すべく打ち抜きとバネプレス成型とを行う第3工程とを経ることで、小型モータ用ブラシ11を製造した。また、該小型モータ用ブラシ11を組み込んで小型モータを形成した。
(もっと読む)
電刷子及びその製造方法
【課題】
鉛フリーでかつ高ライフの電刷子及びその製造方法を提供する。
【解決手段】
灰分含有量0.1重量%以下、造粒後の最大粒径200μmかつ平均粒径60〜200μmの天然黒鉛と、粒径45μm以下の占める割合が90%以上、フィッシャー比表面積が2200〜2600cm2/gの樹枝状電解銅粉と、2〜8重量%の二硫化モリブデン又は二硫化タングステン又は窒化ホウ素からなる潤滑剤を混合し、加圧成形及び焼成する。
(もっと読む)
リード線付きブラシ及びその製造方法
【課題】労力の低減や、リード線端末とターミナル等の接合力や電気的接触の安定性の確保等を図れると共に、非常に高い固着強度でブラシにリード線を固着する。
【解決手段】リード線2の一端21が解れた状態で成形体1に埋め込まれ、リード線2の他端22aが略球状にアーク溶解されているリード線付きブラシであり、リード線20を保持及び解放可能な雄型3をリード線20の突出側から雌型4内へ移動して雌型4内に充填した原料を圧縮成形し、リード線2の一端21が解れた状態で埋め込まれた成形体1を形成する工程と、雄型3を雌型4内から移動して、リード線20を雄型3から繰り出す工程と、繰り出されたリード線20をカッター5で切断して、リード線2が一体的に設けられた成形体1を作製する工程と、雌型4から取り出したリード線付き成形体1のリード線2の他端22を略球状にアーク溶解する工程と、リード線付き成形体1を焼成する工程を経て製造する。
(もっと読む)
1 - 10 / 13
[ Back to top ]