
国際特許分類[H05K13/02]の内容
電気 (1,674,590) | 他に分類されない電気技術 (122,472) | 印刷回路;電気装置の箱体または構造的細部,電気部品の組立体の製造 (64,965) | 電気部品の組立体の製造または調整に特に適した装置または方法 (5,362) | 部品の供給 (1,271)
国際特許分類[H05K13/02]に分類される特許
11 - 20 / 1,271
電子部品供給装置
【課題】幅広のテープフィーダを装着予定部に確実に装着可能な供給装置を提供する。
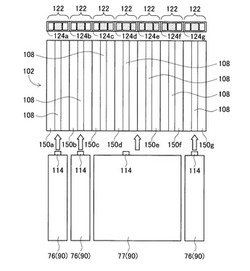
【解決手段】テープフィーダ76,77と、テープフィーダが着脱可能に装着される装着台102とを備えた供給装置において、装着台が、互いに同じ幅とされた複数の装着部150に区分けされており、1つの装着部に所定幅のテープフィーダ76を、2つ以上の装着部に幅広テープフィーダ77を装着可能とされ、装着部にテープフィーダが装着されることを示すための表示部124を備え、幅広テープフィーダの装着を示すための表示部124c〜fを第1の表示状態とし、所定の幅のテープフィーダの装着を示すための表示部124a,b,gを第2の表示状態とするように構成する。この構成により、幅広のテープフィーダと所定幅のテープフィーダとの装着位置を混同することなく、各テープフィーダを装着予定部に装着することが可能となる。
(もっと読む)
テープフィーダ

【課題】テープフィーダにおいて、テープサプライヤを着脱する作業を簡単化する。
【解決手段】スプロケット駆動機構部45は、昇降レバー30にスプロケットと該スプロケットを平歯車列43を介して駆動するモータ44等を組み付けて構成すると共に、プロケット駆動機構部45を、スプロケットの歯が部品供給テープ12のスプロケット孔に噛み合った状態となる噛合位置とスプロケットの歯が部品供給テープ12のスプロケット孔よりも下方に位置する退避位置との間を上下動させるように構成し、スプロケット駆動機構部45を上方へ付勢してスプロケットを噛合位置に保持するスプリング55を設けると共に、テープフィーダに部品供給テープ12を着脱するときにスプロケット駆動機構部45をスプリング55に抗して下降させるモータ56を設ける。
(もっと読む)
電子部品供給装置
【課題】装着台へのテープフィーダの装着を容易にする。
【解決手段】テープ化部品を供給位置まで送り出し可能に保持する保持部と、保持部の下縁部をスライド可能に支持するスライド部102とを備えた供給装置において、スライド部を、(A)保持部をスライド部に嵌入する際のスライド方向とは反対の方向の側の端部に位置し、スライド方向と交わる方向への保持部のズレを禁止する状態で保持部を支持する導入溝98と、(B)スライド方向への移動のみを許容した状態で保持部を支持するT溝100とから構成し、導入溝が、磁石126によって磁化されるように構成する。このような構成により、保持部の下縁部を導入溝に嵌め、その後に、保持部をT溝に向かってスライドさせことで、保持部の下縁部をT溝に嵌入することが可能となる。さらに、磁力によって、保持部をスライド部と平行な状態に維持し易くなる。これにより、保持部のスライド部への嵌合が容易となる。
(もっと読む)
テープフィーダ及び電子部品実装装置
【課題】ピックアップ位置におけるキャリアテープの幅方向の位置のばらつきを抑制して電子部品のピックアップミスの発生頻度を低減できるテープフィーダ及び電子部品実装装置を提供する。
【解決手段】テープ押さえ部材20に、後縁部20cがテープ送り方向と直交する方向に対して傾いて延びているトップテープ引出口20bを設ける。トップテープ16を後縁部20cに対して直交する方向に引っ張ると、キャリアテープ14には当該キャリアテープ14を斜め前方に押し出す力(推力)F1が働く。この推力の一部はテープ送り方向に押し出す力F2となるが、他の一部はキャリアテープ14を幅方向に付勢する力F3となって、キャリアテープ14をテープ通路5b上に設けられた当接部21に当接させるので、キャリアテープ14は当接部21に当接した状態のままピッチ送りされる。
(もっと読む)
トレイフィーダおよびトレイセット用のパレットならびにトレイセット方法
【課題】部品補給に伴う作業者の作業負荷を軽減するとともに設備の稼働率を向上させることができるトレイフィーダおよびトレイセット用のパレットならびにトレイセット方法を提供することを目的とする。
【解決手段】キャビティ部6bが複数凹設された部品収納部6aを有する形態のトレイ6を部品実装機構による部品取出し位置に供給するトレイフィーダにおいて、トレイ6を位置決めして保持するパレット24の上面に、トレイ6を下方から支持するとともに部品収納部6aから下方に延出して設けられたエンボス部6dの側面に当接してトレイ6の水平方向の位置を規制する規制部材50A、50Bを配設する。これにより、樹脂成形品など剛性の小さいトレイであっても安定した位置固定状態を得ることができるとともに、トレイ交換毎に既存のトレイのクランプ解除動作および新たなトレイのクランプ固定動作を実行する必要がない。
(もっと読む)
テープフィーダ
【課題】テープフィーダの横幅寸法の薄型化を実現する。
【解決手段】部品供給テープ12を部品吸着位置へピッチ送りするテープ通路部材15の上面側には、部品供給テープ12の幅方向の片側のみを保持する複数(例えば3個又はそれ以上)の横コ字型のガイド部材36〜38を、部品供給テープ12の幅方向の一方側と他方側に交互に千鳥状に配置する。複数のガイド部材36〜38を、それぞれ部品供給テープ12の幅方向内側に少しずつ寄せて配置することで、部品供給テープ12が僅かに幅方向に蛇行し又は斜めに傾いた状態に保持する。これにより、部品供給テープ12を部品吸着位置へ案内するガイド機構の横幅寸法を部品供給テープ12の横幅寸法とほぼ同じ寸法まで薄型化することができる。
(もっと読む)
実装装置、部品切れ判定方法及びプログラム
【課題】供給部の部品切れを正確に判定することができる技術を提供すること。
【解決手段】本技術の一形態に係る実装装置は、供給部と、保持部と、第1のセンサ及び第2のセンサと、制御部とを具備する。前記供給部は、電子部品を供給する。前記保持部は、前記供給部から供給される電子部品を保持して前記電子部品を基板上に実装する。前記第1のセンサ及び前記第2のセンサは、前記供給部から供給される前記電子部品の部品切れを検出するためのセンサである。前記制御部は、前記第1のセンサからの出力に基づいて前記電子部品の部品切れが発生したかを判定する第1の部品切れ判定処理を実行し、前記第1の部品切れ判定処理で部品切れが発生したと判定された場合に、前記第2のセンサからの出力に基づいて前記部品切れが発生したかを判定する第2の部品切れ判定処理を実行する。
(もっと読む)
テープフィーダ
【課題】テープフィーダにおいて、部品供給テープのスプロケット孔にスプロケットの歯を噛み合わせる作業を自動化する。
【解決手段】フィーダ本体13に部品供給テープ12をセットする際に、スプロケット42(スプロケット駆動機構部45)を自動的に退避位置へ下降させて部品供給テープ12をスプロケット42の上方にセットした後に、スプロケット42を噛合位置へ上昇させるように制御し、スプロケット42を噛合位置へ上昇させる制御を行ってもスプロケット42の歯が部品供給テープ12のスプロケット孔に噛み合わずに噛合検出センサ63から検出信号が出力されないときに、モータ44によりスプロケット42を回動させて該スプロケット42の歯が部品供給テープ12のスプロケット孔に噛み合って噛合検出センサ63から検出信号が出力されるまでスプロケット42を回動させる自動噛合動作を実行する。
(もっと読む)
テープフィーダ
【課題】テープサプライヤをフィーダ本体に着脱可能に設けたテープフィーダにおいて、テープサプライヤの識別情報(サプライヤID)とフィーダ本体の識別情報(フィーダ本体ID)を自動的に管理できるようにする。
【解決手段】サプライヤIDが記憶されたRFタグ81をテープサプライヤに設け、フィーダ本体に装着されたテープサプライヤのRFタグ81からサプライヤIDを読み取るリーダ82をフィーダ本体に設ける。テープサプライヤのRFタグ81からサプライヤIDをフィーダ本体のリーダ82で読み取ったサプライヤIDの信号は、テープサプライヤの装着を確認する信号を兼ねる。フィーダ本体のメモリ86にフィーダ本体IDを記憶し、メモリ86から読み出したフィーダ本体IDとリーダ82で読み取ったサプライヤIDをフィーダ本体が装着された部品実装機側へ送信する。
(もっと読む)
DIP部品を含む回路基板の加工方法
【課題】従来に無い、薄型、狭ピッチのDIPICが開発された。従来のIC挿入機では実装出来ず、新たなIC挿入機の開発が必要だが、多く使われている表面実装機で加工出来る方法が求められる。
【解決手段】負圧吸着方式の表面実装機は吸着、搬送、降下(挿入)が出来、部品を挟んで保持する必要が無く、部品の寸法に左右されない。DIP部品のリードは予め定められたピッチに加工しておくが、プリント基板のスルーホールに予め塗布されたクリームハンダがリフロー行程でDIP部品を固定し、以後の加工工程で脱落する事は無い。また、他の部品が実装された後、フローハンダ付けでDIP部品のハンダ付けは確実に行われる。
(もっと読む)
11 - 20 / 1,271
[ Back to top ]