
ボイド含有糸製造用素糸及びボイド含有糸
【課題】延伸により、金属様光沢を有し反射率が高く審美性及び意匠性に優れるボイド含有糸を安定して効率よく製造することができる条件を備えた微細な結晶核を内包するボイド含有糸製造用素糸の提供。
【解決手段】内部に独立した空洞を有するボイド含有糸を製造するためのボイド含有糸製造用素糸であって、延伸されると、内部に、延伸方向に配向した状態で前記空洞が形成され、該空洞の平均の長さをL(μm)とし、前記空洞の配向方向と直交方向における該空洞の平均径をr(μm)とした際のL/r比が10以上であり、(010)面の結晶面の結晶子サイズが2nm〜5nmの結晶核を内包し、結晶化度が5%〜15%であるボイド含有糸製造用素糸である。
【解決手段】内部に独立した空洞を有するボイド含有糸を製造するためのボイド含有糸製造用素糸であって、延伸されると、内部に、延伸方向に配向した状態で前記空洞が形成され、該空洞の平均の長さをL(μm)とし、前記空洞の配向方向と直交方向における該空洞の平均径をr(μm)とした際のL/r比が10以上であり、(010)面の結晶面の結晶子サイズが2nm〜5nmの結晶核を内包し、結晶化度が5%〜15%であるボイド含有糸製造用素糸である。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、ボイド含有糸製造用素糸及び前記ボイド含有糸製造用素糸により製造されたボイド含有糸に関する。
【背景技術】
【0002】
近年、繊維の機能性、審美性、意匠性などを向上させるべく、様々な努力がなされている。例えば、繊維の断面形状を変化させ、吸水性を向上させたり、ポリマーを改質させることで、軽量性を高めたり、フィブリル性を向上させたり、深色性を向上させたりしている(例えば、特許文献1参照)。
しかし、特許文献1に記載された中空構造の繊維の製糸方法は、繊維の軽量化のために、高い中空率を達成しようとすると、口金の吐出孔から溶融押出しされるポリマーを貼り合せる技術が必要であり、工程が煩雑である。
【0003】
また、スルフォン酸ナトリウム化合物を重合工程で添加し、得られたポリマーペレットに、更にポリスチレン又はポリメチルメタアクリレートを溶融混練して溶融紡糸用中空口金から溶融押出しすることによっても中空構造の繊維を製造することはできる(特許文献2参照)。
しかし、特許文献2に記載された方法では、添加材料の比率管理などに設備的な対応が必要になって工程が複雑になり、均一な製品を得るのが難しく、また、ポリエステルに異種のポリマーを混合するため、リサイクルする際に分別が難しく、場合によっては廃棄せざるを得ないなどの問題がある。
【0004】
審美性や意匠性を向上させた繊維としては、金属様光沢(きらきら感)を有する繊維の提供が強く望まれている。このような繊維としては、内部に空洞(ボイド)を有することにより、反射率などの優れた繊維が提案されている(特許文献3参照)。このような繊維は、内部に微細な結晶核を有する素糸を延伸して製造することができる。そのため、このような繊維の品質は、その糸を製造するための素糸の特性、即ち、素糸に内包される結晶核の結晶子サイズや結晶化度に大きく依存する。
しかし、これまで特許文献3などに示された繊維の製造において、原料となる樹脂の種類や延伸条件などは検討されてきたものの、素糸の特性については十分検討されておらず、延伸時に断線して安定した延伸ができない点や、延伸しても十分な反射率が得られないなどの問題がある。
【0005】
したがって、金属様光沢を有し反射率が高く審美性及び意匠性に優れる糸を安定に製造するための、該糸の製造に用いる素糸の品質の向上が望まれているのが現状である。
【先行技術文献】
【特許文献】
【0006】
【特許文献1】特開2002−173824号公報
【特許文献2】特開2005−256243号公報
【特許文献3】特開2009−191383号公報
【発明の概要】
【発明が解決しようとする課題】
【0007】
本発明は、従来における前記諸問題を解決し、以下の目的を達成することを課題とする。即ち、本発明は、延伸により、金属様光沢を有し反射率が高く審美性及び意匠性に優れるボイド含有糸を安定して効率よく製造することができる条件を備えた微細な結晶核を内包するボイド含有糸製造用素糸を提供することを目的とする。
【課題を解決するための手段】
【0008】
前記課題を解決するため、本発明者らは鋭意検討した結果、以下のような知見を得た。即ち、ボイド含有糸(ボイド糸、空洞含有糸とも称する)における反射率等の品質は、当該ボイド含有糸の製造に用いられるボイド含有糸製造用素糸内部の結晶核の結晶子サイズや結晶化度が大きく影響すること、したがって、特定の結晶子サイズの結晶核を内包し、特定の結晶化度を有するボイド含有糸製造用素糸を用い、これを延伸することで、金属様光沢を有し反射率が高く審美性及び意匠性に優れるボイド含有糸を安定して効率よく製造できることを知見し、本発明の完成に至った。
【0009】
本発明は、本発明者らによる前記知見に基づくものであり、前記課題を解決するための手段としては、以下の通りである。即ち、
<1> 内部に独立した空洞を有するボイド含有糸を製造するためのボイド含有糸製造用素糸であって、延伸されると、内部に、延伸方向に配向した状態で前記空洞が形成され、該空洞の平均の長さをL(μm)とし、前記空洞の配向方向と直交方向における該空洞の平均径をr(μm)とした際のL/r比が10以上であり、(010)面の結晶面の結晶子サイズが2nm〜5nmの結晶核を内包し、結晶化度が5%〜15%であることを特徴とするボイド含有糸製造用素糸である。
<2> 平均直径が10μm〜500μmである前記<1>に記載のボイド含有糸製造用素糸である。
<3> 結晶性ポリマーからなる前記<1>から<2>のいずれかに記載のボイド含有糸製造用素糸である。
<4> 反射率が0.1%〜10%であり、延伸されて得られたボイド含有糸の反射率が30%〜90%である前記<1>から<3>のいずれかに記載のボイド含有糸製造用素糸である。
<5> (010)面の結晶面の結晶子サイズが2.5nm〜3.5nmの結晶核を内包し、結晶化度が7%〜10%である前記<1>から<4>のいずれかに記載のボイド含有糸製造用素糸である。
<6> 前記<1>から<5>のいずれかに記載のボイド含有糸製造用素糸を延伸することにより得られるボイド含有糸であって、内部に、延伸方向に配向した状態で前記空洞が形成され、該空洞の平均の長さをL(μm)とし、前記空洞の配向方向と直交方向における該空洞の平均径をr(μm)とした際のL/r比が10以上であることを特徴とするボイド含有糸である。
<7> 反射率が30%〜90%である前記<6>に記載のボイド含有糸である。
【発明の効果】
【0010】
本発明によれば、従来における前記諸問題を解決し、前記目的を達成することができ、延伸により、金属様光沢を有し反射率が高く審美性及び意匠性に優れるボイド含有糸を安定して効率よく製造することができる条件を備えた微細な結晶核を内包するボイド含有糸製造用素糸を提供することができる。
【図面の簡単な説明】
【0011】
【図1A】図1Aは、本発明のボイド含有糸製造用素糸を用いて作製したボイド含有糸の断面図の一例である。
【図1B】図1Bは、本発明のボイド含有糸製造用素糸を用いて作製したボイド含有糸の断面図の一例である。
【図2A】図2Aは、アスペクト比を説明するための図であって、ボイド含有糸の斜視図である。
【図2B】図2Bは、アスペクト比を説明するための図であって、図2Aにおけるボイド含有糸のA−A’断面図である。
【図2C】図2Cは、アスペクト比を説明するための図であって、図2Aにおけるボイド含有糸のB−B’断面図である。
【図3A】図3Aは、アスペクト比を説明するための図であって、ボイド含有糸の斜視図である。
【図3B】図3Bは、アスペクト比を説明するための図であって、図3Aにおけるボイド含有糸のA−A’断面図である。
【図3C】図3Cは、アスペクト比を説明するための図であって、図3Aにおけるボイド含有糸のB−B’断面図である。
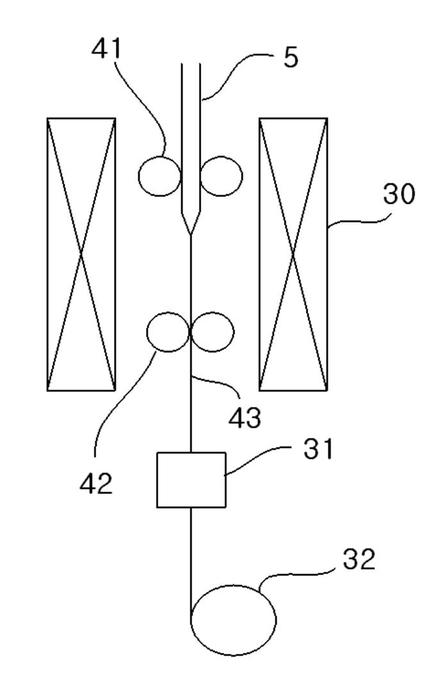
【図4】図4は、本発明のボイド含有糸製造用素糸を用いてボイド含有糸を製造する際の延伸方法の一例を示す図である。
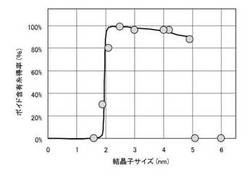
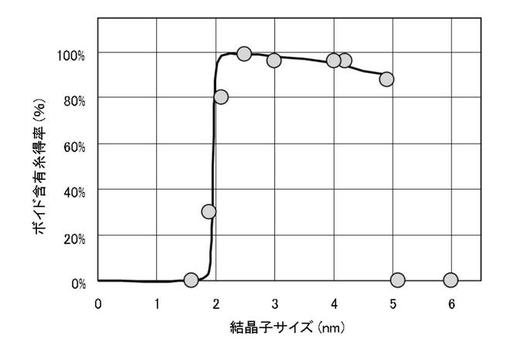
【図5】図5は、ボイド含有糸製造用素糸の結晶核の(010)面の結晶子サイズと、ボイド含有糸の得率との関係を示す図である。縦軸:ボイド含有糸の得率(%)、横軸:(010)面の結晶子サイズ(nm)。
【図6】図6は、ボイド含有糸製造用素糸の結晶化度と、ボイド含有糸の得率との関係を示す図である。縦軸:ボイド含有糸の得率(%)、横軸:結晶化度(%)。
【発明を実施するための形態】
【0012】
(ボイド含有糸製造用素糸)
本発明のボイド含有糸製造用素糸は、少なくとも結晶核を内包する。前記ボイド含有糸製造用素糸は、延伸することによりボイド含有糸を製造することができるものである。
【0013】
<(010)面の結晶面の結晶子サイズ>
前記ボイド含有糸製造用素糸に内包される結晶核の(010)面の結晶面の結晶子サイズは、2nm〜5nmであるが、2.1nm〜4nmが好ましく、2.5nm〜3.5nmが特に好ましい。前記(010)面の結晶面の結晶子サイズが、2nm未満であると、結晶子サイズが小さすぎて、ボイド含有糸を製造する際、延伸しても十分な金属様光沢や高い反射率を得ることができないことがあり、5nmを超えると、結晶子サイズが大きすぎて、ボイド含有糸を製造する際、延伸により切断してしまうことがある。
前記(010)面の結晶面の結晶子サイズは、例えば、X線回折により測定することができる。
【0014】
<結晶化度>
前記ボイド含有糸製造用素糸の結晶化度としては、5%〜15%であるが、5%〜12%が好ましく、7%〜10%がより好ましい。前記結晶化度が、5%未満であると、ボイド含有糸を製造する際、延伸しても十分な金属様光沢や高い反射率を得ることができないことがあり、15%を超えると、ボイド含有糸を製造する際、延伸により切断してしまうことがある。
前記結晶化度は、例えば、屈折率法、赤外分光法、X線回折法、比重計や密度勾配管法などにより測定することができる。
【0015】
<平均直径>
前記ボイド含有糸製造用素糸の平均直径としては、特に制限はなく、目的に応じて適宜選択することができるが、10μm〜500μmが好ましく、30μm〜200μmがより好ましい。前記平均直径が10μm未満であると、延伸後のボイド含有糸内部に十分な空洞が発現しないことがあり、500μmを超えると、延伸張力が高くなるため延伸しにくくなることや、延伸後のボイド含有糸が十分細径化しにくいことがある。
ここで、前記平均直径とは、前記ボイド含有糸製造用素糸が円型の場合、該ボイド含有糸製造用素糸を製造する際の樹脂の押出し方向に直交する断面における最大径の平均をいい、前記ボイド含有糸製造用素糸が異型の場合、該ボイド含有糸製造用素糸を製造する際の樹脂の押出し方向に直交する断面における最長部分の長さをいう。
前記平均直径は、例えば、前記ボイド含有糸製造用素糸をエポキシ樹脂などで包埋してカミソリやミクロトームで切断後、断面SEMの写真により測定することができる。
【0016】
<反射率>
前記ボイド含有糸製造用素糸の反射率(%)としては、特に制限はなく、目的に応じて適宜選択することができるが、通常反射率が高いものではなく、0.1%〜10%程度である。
前記反射率は、例えば、分光光度計、積分球などにより測定することができる。
前記ボイド含有糸製造用素糸は、反射率(%)が低いものであるが、これを延伸してボイド含有糸にすることにより、金属様光沢を有し、反射率(%)が高くなり、審美性及び意匠性に優れたボイド含有糸を得ることができる。
【0017】
<製造方法>
前記ボイド含有糸製造用素糸は、少なくとも熱可塑性樹脂を含む樹脂組成物を溶融紡糸することによって作製される。具体的には、前記樹脂組成物を乾燥し、押出成型機で溶融し、溶融紡糸口金から溶融吐出し、冷却し、その後、巻き取ることにより作製される。
【0018】
<<樹脂組成物>>
前記樹脂組成物は、少なくとも熱可塑性樹脂を含み、必要に応じて更にその他の成分を含む。
前記熱可塑性樹脂としては、特に制限はなく、目的に応じて適宜選択することができるが、結晶性を有するポリマーであることが好ましい。
【0019】
−結晶性を有するポリマー−
一般に、ポリマーは、結晶性ポリマーと、非晶性(アモルファス)ポリマーとに分けられる。前記結晶性ポリマーは、通常、100%結晶ということはなく、分子構造の中に長い鎖状の分子が規則的に並んだ結晶性領域と、規則的に並んでいない非結晶(アモルファス)領域とを含んでいる。
本発明において、前記結晶性を有するポリマーは、分子構造の中に少なくとも前記結晶性領域を含んでいればよく、結晶性領域と非結晶領域とが混在していてもよいが、結晶性ポリマーからなることが特に好ましい。
【0020】
前記結晶性を有するポリマーとしては、特に制限はなく、目的に応じて適宜選択することができ、例えば、ポリオレフィン樹脂、ポリアミド樹脂、ポリエステル樹脂、ポリアセタール(POM)、シンジオタクチック・ポリスチレン(SPS)、ポリフェニレンサルファイド(PPS)、ポリエーテルエーテルケトン(PEEK)、液晶ポリマー(LCP)、フッ素樹脂などが挙げられる。これらは、1種単独で使用してもよく、2種以上のポリマーをブレンドしたり、共重合させたりして使用してもよい。
これらの中でも、力学強度や製造の観点から、約300℃以下で溶融する樹脂が好ましく、ポリオレフィン樹脂、ポリエステル樹脂、ポリアミド樹脂がより好ましく、ポリエステル樹脂が特に好ましい。
【0021】
前記結晶性を有するポリマーの溶融粘度としては、特に制限はなく、目的に応じて適宜選択することができるが、50Pa・s〜1,000Pa・sが好ましく、70Pa・s〜750Pa・sがより好ましく、80Pa・s〜450Pa・sが特に好ましい。前記溶融粘度が、50Pa・s〜1,000Pa・sであると、紡糸の際にノズルから押し出される溶融紡糸の形状が安定し、均一にボイド含有糸製造用素糸を形成しやすくなる点で好ましい。また、前記溶融粘度が、50Pa・s〜1,000Pa・sであると、紡糸の際に、樹脂の粘度が適切になりノズルから押出ししやすくなる点、前記ボイド含有糸製造用素糸の平均直径が安定する点で好ましい。
ここで、前記溶融粘度は、例えば、プレートタイプのレオメーター、キャピラリーレオメーターなどにより測定することができる。
【0022】
前記結晶性を有するポリマーの極限粘度(IV:Intrinsic Viscosity)としては、特に制限はなく、目的に応じて適宜選択することができるが、0.4〜1.5が好ましく、0.6〜1.2がより好ましく、0.7〜1.0が特に好ましい。前記IVが大きい方が、前記ボイド含有糸製造用素糸をボイド含有糸の製造に用いた場合、延伸時に空洞を発現しやすいが、前記IVが、0.4〜1.5であると、紡糸の際に溶融樹脂の押出しがしやすくなることや、樹脂の流れが安定して滞留が発生しづらくなり、品質が安定すること、紡糸の際に、溶融樹脂のフィルターを設置した場合であっても、フィルターに負荷がかかりにくく、樹脂の流れが安定して滞留が発生しづらくなること、前記ボイド含有糸製造用素糸をボイド含有糸の製造に用いた場合、引っ張り強度が高くなり、延伸時に延伸張力が適切に保たれるために、効率よく延伸することができること、これにより均一に延伸しやすくなり、装置に負荷がかかりにくいこと、更に製品(ボイド含有糸)が破断しにくくなって、物性が高まること、などの点で好ましい。
ここで、前記極限粘度(IV)は、例えば、ウベローデ型粘度計により測定することができる。
【0023】
前記結晶性を有するポリマーの融点(Tm)としては、特に制限はなく、目的に応じて適宜選択することができるが、40℃〜350℃が好ましく、100℃〜300℃がより好ましく、150℃〜260℃が特に好ましい。前記融点が、40℃〜350℃であると、通常の使用で予想される温度範囲で前記ボイド含有糸製造用素糸の平均直径を保ちやすくなる点、高温での加工に必要とされる特殊な技術を特に用いなくても、均一に前記ボイド含有糸製造用素糸を製造できる点で好ましい。
ここで、前記融点は、例えば、示差熱分析装置(DSC)により測定することができる。
【0024】
前記結晶性を有するポリマーの重量平均分子量としては、特に制限はなく、目的に応じて適宜選択することができるが、5,000〜1,000,000が好ましく、10,000〜800,000がより好ましく、15,000〜700,000が特に好ましい。前記重量平均分子量が、5,000未満であると、該ボイド含有糸製造用素糸をボイド含有糸の製造に用いた場合、延伸時に破断する懸念があり、前記重量平均分子量が1,000,000を超えると、前記ボイド含有糸製造用素糸が延伸されにくいことや、延伸しても空洞が発現しにくいことがある。一方、前記重量平均分子量が、15,000〜700,000であると、前記ボイド含有糸製造用素糸の延伸の容易性と空洞の発現容易性とを両立できる点で好ましい。
ここで、前記重量平均分子量は、例えば、ゲル浸透クロマトグラフィー(GPC Gel Permeation Chromatography)法により測定することができる。
【0025】
−−ポリオレフィン樹脂−−
前記ポリオレフィン樹脂としては、特に制限はなく、目的に応じて適宜選択することができ、例えば、ポリエチレン、ポリプロピレン(PP)、エチレンとプロピレンとのランダム共重合体、エチレンとプロピレンとのブロック共重合体、エチレンとα−オレフィン(例えば、1−オクテン、1−ヘキセンなど)とのランダム共重合体、プロピレンとα−オレフィン(例えば、1−オクテン、1−ヘキセンなど)とのランダム共重合体などが挙げられる。これらは、1種単独で使用してもよく、2種以上を併用してもよい。
これらの中でも、ポリプロピレン、エチレンとプロピレンとのランダム共重合体、エチレンとプロピレンとのブロック共重合体が好ましく、ポリプロピレン、エチレンとプロピレンとのランダム共重合体が特に好ましい。
【0026】
−−ポリアミド樹脂−−
前記ポリアミド樹脂としては、特に制限はなく、目的に応じて適宜選択することができ、例えば、ポリカプロアミド(ナイロン6)、ポリテトラメチレンアジパミド(ナイロン46)、ポリヘキサメチレンアジパミド(ナイロン66)、ポリヘキサメチレンセバカミド(ナイロン6/10)、ポリヘキサメチレンドデカミド(ナイロン6/12)、ポリウンデカメチレンアジパミド(ナイロン11/6)、ポリウンデカンアミド(ナイロン11)、ポリドデカンアミド(ナイロン12)、ポリトリメチルヘキサメチレンテレフタルアミド、ポリヘキサメチレンイソフタルアミド(ナイロン6I)、ポリヘキサメチレンテレフタル/イソフタルアミド(ナイロン6T/6I)、ポリビス(4−アミノシクロヘキシル)メタンドデカミド(ナイロンPACM12)、ポリビス(3−メチル−4−アミノシクロヘキシル)メタンドデカミド(ナイロンジメチルPACM12)、ポリメタキシリレンアジパミド(ナイロンMXD6)、ポリウンデカメチレンテレフタルアミド(ナイロン11T)、ポリウンデカメチレンヘキサヒドロテレフタルアミド(ナイロン11T(H))などが挙げられる。これらは、1種単独で使用してもよく、2種以上を併用してもよい。
これらの中でも、ナイロン6、ナイロン66、ナイロン11、ナイロン12、ナイロン6/10、ナイロン6/12、ナイロン11/6が好ましく、ナイロン6、ナイロン66、ナイロン11が特に好ましい。
【0027】
−−ポリエステル樹脂−−
前記ポリエステル樹脂は、ジカルボン酸成分とジオール成分との重縮合反応によって得られるエステル結合を主鎖の主要な結合鎖とするポリマーである。
【0028】
前記ジカルボン酸成分としては、特に制限はなく、目的に応じて適宜選択することができ、例えば、芳香族ジカルボン酸、脂肪族ジカルボン酸、脂環族ジカルボン酸、オキシカルボン酸、多官能酸などが挙げられる。これらの中でも、芳香族ジカルボン酸が特に好ましい。
【0029】
前記芳香族ジカルボン酸としては、特に制限はなく、目的に応じて適宜選択することができ、例えば、テレフタル酸、イソフタル酸、ジフェニルジカルボン酸、ジフェニルスルホンジカルボン酸、ナフタレンジカルボン酸、ジフェノキシエタンジカルボン酸、5−ナトリウムスルホイソフタル酸などが挙げられる。
これらの中でも、テレフタル酸、イソフタル酸、ジフェニルジカルボン酸、ナフタレンジカルボン酸が好ましく、テレフタル酸、ジフェニルジカルボン酸、ナフタレンジカルボン酸がより好ましい。
【0030】
前記脂肪族ジカルボン酸としては、例えば、シュウ酸、コハク酸、エイコ酸、アジピン酸、セバシン酸、ダイマー酸、ドデカンジオン酸、マレイン酸、フマル酸が挙げられる。
前記脂環族ジカルボン酸としては、例えば、シクロヘキシンジカルボン酸などが挙げられる。
前記オキシカルボン酸としては、例えば、p−オキシ安息香酸などが挙げられる。
前記多官能酸としては、例えば、トリメリット酸、ピロメリット酸などが挙げられる。
【0031】
前記ジオ−ル成分としては、特に制限はなく、目的に応じて適宜選択することができ、例えば、脂肪族ジオール、脂環族ジオール、芳香族ジオール、ジエチレングリコール、ポリアルキレングリコールなどが挙げられる。
これらの中でも、脂肪族ジオールが特に好ましい。
【0032】
前記脂肪族ジオールとしては、例えば、エチレングリコール、プロパンジオール、ブタンジオール、1,4ブチレングリコール、ペンタンジオール、ヘキサンジオール、ネオペンチルグリコール、トリエチレングリコールなどが挙げられる。
これらの中でも、エチレングリコール、1,4ブチレングリコール、プロパンジオール、ブタンジオールが特に好ましい。
前記脂環族ジオールとしては、例えば、シクロヘキサンジメタノールなどが挙げられる。
前記芳香族ジオールとしては、例えば、ビスフェノールA、ビスフェノールSなどが挙げられる。
【0033】
このようなポリエステル樹脂の具体例としては、PET(ポリエチレンテレフタエレート)、PEN(ポリエチレンナフタレート)、PTT(ポリトリメチレンテレフタレート)、PBT(ポリブチレンテレフタレート)、PBN(ポリブチレンナフタレート)PLA(ポリ乳酸)、PBS(ポリブチレンサクシネート)、PHN(ポリヘキサメチレンナフタレート)、PHT(ポリヘキサメチレンテレフタレート)などが挙げられる。
これらの中でも、PET、PBT、PEN、PBSが好ましく、PET、PBTが特に好ましい。
【0034】
前記ポリエステル樹脂の数平均分子量としては、特に制限はなく、目的に応じて適宜選択することができるが、12,000〜40,000が好ましく、18,000〜40,000がより好ましく、18,500〜30,000が特に好ましい。前記数平均分子量が、12,000未満であると、紡糸の際に前記ボイド含有糸製造用素糸の力学強度が不足することがあり、40,000を超えると、前記ボイド含有糸製造用素糸の重合が困難になることがある。
【0035】
前記ポリエステル樹脂の溶融粘度としては、特に制限はなく、目的に応じて適宜選択することができるが、50Pa・s〜700Pa・sが好ましく、70Pa・s〜500Pa・sがより好ましく、80Pa・s〜300Pa・sが特に好ましい。前記溶融粘度が大きい方が、前記ボイド含有糸製造用素糸をボイド含有糸の製造に用いた場合、延伸時に空洞を発現しやすいが、前記溶融粘度が50Pa・s〜700Pa・sであると、紡糸の際に、樹脂の押出しがしやすくなることや、樹脂の流れが安定して滞留が発生しづらくなり、品質が安定する点で好ましい。
また、前記溶融粘度が50Pa・s〜700Pa・sであると、前記ボイド含有糸製造用素糸をボイド含有糸の製造に用いた場合、延伸時に延伸張力が適切に保たれるために、均一に延伸しやすくなり、破断しづらくなることがある点で好ましい。
更に、前記溶融粘度が50Pa・s〜700Pa・sであると、紡糸の際にノズルから押し出される溶融樹脂の形態が維持化しやすくなり、安定的に成形できたり、製品が破損しにくくなったりするなど、物性が高まる点で好ましい。
【0036】
なお、前記ポリエステル樹脂として、前記ジカルボン酸成分と前記ジオール成分とが、それぞれ一種で重合してポリマーを形成していてもよく、前記ジカルボン酸成分及び/又は前記ジオール成分が、2種以上で共重合してポリマーを形成していてもよい。また、前記ポリエステル樹脂として、2種以上のポリマーをブレンドして使用してもよい。
【0037】
前記2種以上でのポリマーのブレンドにおいて、主たるポリマーに対して添加されるポリマーは、前記主たるポリマーに対して、溶融粘度及び極限粘度が近く、添加量が少量である方が、紡糸の際に、溶融樹脂の押出し時に物性が高まり、押出ししやすくなる点で好ましい。
【0038】
また、前記ポリエステル樹脂の流動特性の改良、光線透過性の制御、塗布液との密着性の向上などを目的として、前記ポリエステル樹脂に対してポリエステル樹脂以外の樹脂を添加してもよい。
【0039】
−−その他の成分−−
前記樹脂組成物における前記その他の成分としては、特に制限はなく、目的に応じて適宜選択することができ、例えば、フィラー、耐熱安定剤、酸化防止剤、紫外線吸収剤、有機の易滑剤、核剤、染料、顔料、難燃剤、離型剤、分散剤、カップリング剤などが挙げられる。
前記その他の成分がボイド含有糸内部の空洞の発現に寄与したかどうかは、空洞内又は空洞の界面部分に、結晶性を有するポリマー以外の成分(例えば、後述する各成分など)が検出されるかどうかで判別できる。例えば、エネルギ−分散型X線分析装置付き走査型電子顕微鏡や顕微ラマン法などで検出可能である。
【0040】
−−−酸化防止剤−−−
前記酸化防止剤としては、特に制限はなく、目的に応じて適宜選択することができ、例えば、フェノール系化合物、イオウ系化合物、リン系化合物などが挙げられる。これらは、1種単独で使用してもよく、2種以上を併用してもよい。
これらの中でも、前記酸化防止剤は、公知のヒンダードフェノールが特に好ましい。前記ヒンダードフェノールとしては、例えば、イルガノックス1010(チバ・スペシャルティ・ケミカルズ社製)、スミライザーBHT、スミライザーGA−80(いずれも、住友化学株式会社製)などの商品名で市販されている酸化防止剤などが挙げられる。
また、前記酸化防止剤を一次酸化防止剤として利用し、更に二次酸化防止剤を組み合わせて適用することもできる。前記二次酸化防止剤としては、例えば、スミライザーTPL−R、同スミライザーTPM、同スミライザーTP−D(いずれも、住友化学株式会社製)などの商品名で市販されている酸化防止剤などが挙げられる。
【0041】
−−−離型剤−−−
前記離型剤としては、特に制限はなく、目的に応じて適宜選択することができ、例えば、カルナバワックス等の植物系ワックス、蜜蝋、ラノリン等の動物系ワックス;モンタンワックス等の鉱物系ワックス;パラフィンワックス、ポリエチレンワックス等の石油系ワックス;ひまし油又はその誘導体、脂肪酸又はその誘導体等の油脂系ワックスなどが挙げられる。
高級脂肪酸誘導体としては、例えば、ラウリン酸、ステアリン酸、モンタン酸等の高級脂肪酸と一価又は二価以上のアルコールとのエステル等が挙げられる。
【0042】
−−−難燃剤−−−
前記難燃剤としては、特に制限はなく、目的に応じて適宜選択できるが、臭素系難燃剤が特に好ましい。前記臭素系難燃剤としては、高分子量有機ハロゲン化合物、低分子量有機ハロゲン化合物等の有機ハロゲン系難燃剤を、1種単独で使用してもよく、2種以上併用してもよい。また、リン系難燃剤、無機系難燃剤を用いてもよい。
【0043】
<<溶融方法>>
前記樹脂組成物を溶融する方法としては、特に制限はなく、目的に応じて適宜選択することができ、例えば、前記樹脂組成物を加熱溶融させる方法などが挙げられる。
前記加熱の温度としては、特に制限はなく、前記樹脂組成物中の樹脂の種類などに応じて適宜選択することができる。前記溶融された樹脂組成物は、高温の粘調な液状となり、ノズルから押出しされる。また、前記溶融された樹脂組成物は、必要に応じて、脱揮されることが好ましい。
【0044】
<<紡糸方法>>
前記溶融された樹脂組成物の紡糸は、該樹脂組成物をノズルから糸状に押出し、冷却することにより行われる。
【0045】
−ノズル−
前記ノズルは、小さな孔が多数形成されたものであり、前記ノズルを通じて前記溶融された樹脂組成物が押出しされることにより、前記樹脂組成物を糸状とすることができる。
前記ノズル開口部の孔の形状としては、特に制限はなく、目的に応じて適宜選択することができ、例えば、円型、異型などが挙げられる。前記異型とは、円型(真円)でない各種異型であることを意味し、例えば、歯車型、楕円型、花びら型、多葉型、星型、C型、Y型、十字型、井型などが挙げられる。
前記ノズル開口部の孔の形状により、前記ボイド含有糸製造用素糸の、前記樹脂組成物の押出し方向に直交する断面の形状が決定され、これにより、ボイド含有糸の延伸方向に直交する断面の形状も決定される。
【0046】
−押出し速度−
前記ボイド含有糸製造用素糸は、未延伸糸(UDY:undrawn yarn)である。ここで、未延伸糸とは、繊維の形をしているが、分子鎖の配向度が低く、そのまま3倍〜4倍に容易に伸ばすことができて元に戻らない糸をいう。
前記未延伸糸を製造する際の押出し速度としては、特に制限はなく、前記樹脂組成物の量や前記ノズル径などに応じて適宜選択することができるが、通常、2,000m/分間程度以下の押出し速度(紡糸速度ともいう)で製造される。
【0047】
−冷却−
前記冷却する方法としては、特に制限はなく、目的に応じて適宜選択することができ、例えば、冷却風で冷却する方法、水槽に溜めた水に通す方法などが挙げられる。
前記冷却温度(風温、水温など)としては、特に制限はなく、目的に応じて適宜選択することができるが、5℃〜60℃が好ましく、10℃〜40℃がより好ましく、15℃〜35℃が特に好ましい。
前記冷却温度が、5℃未満であると、前記ボイド含有糸製造用素糸に内包される(010)面の結晶子サイズが小さすぎて、ボイド含有糸製造用素糸をそのまま延伸してもボイド含有糸を製造できないことがあり、60℃を超えると、前記(010)面の結晶子サイズが大きくなりすぎ、ボイド含有糸の製造に用いる場合、延伸時に切断されてしまうことがある。
【0048】
<<巻取り方法>>
前記巻取り方法としては、特に制限はなく、目的に応じて適宜選択することができ、例えば、ローラで巻き上げる方法などが挙げられる。
【0049】
前記ボイド含有糸製造用素糸(以下、「未延伸糸」と称することがある。)の巻上げ速度(巻き取り速度と称することもある)としては、特に制限はなく、目的に応じて適宜選択することができるが、5m/分間〜1,000m/分間が好ましく、20m/分間〜500m/分間がより好ましく、25m/分間〜200m/分間が特に好ましい。前記巻上げ速度が5m/分間未満であると、ボイド含有糸製造用素糸にムラが出来やすくなることがあり、1,000m/分間を超えると、ボイド含有糸製造用素糸がストレスにより切断することがある。
【0050】
前記ボイド含有糸製造用素糸から前記ボイド含有糸を製造する場合、前記巻取りを行った直後に延伸してもよく、一定の温度で一定時間おいてから延伸してもよい。この一定温度で一定時間おくことを、本発明ではアニールと称することがある。
前記アニールの温度及び時間としては、特に制限はなく、目的に応じて適宜選択することができる。
【0051】
<用途>
前記ボイド含有糸製造用素糸は、内包される結晶核の結晶子サイズ及び結晶化度などが、ボイド含有糸の製造に好適な条件であるため、金属様光沢を有し反射率が高く審美性及び意匠性に優れるボイド含有糸の製造に好適に利用可能である。
【0052】
(ボイド含有糸)
本発明のボイド含有糸は、内部に空洞を有する金属様光沢を有する糸であり、本発明の前記ボイド含有糸製造用素糸を延伸することにより製造できる。ここで、前記空洞とは、前記ボイド含有糸内部に存在する、真空状態のドメインもしくは気相のドメインを意味する。
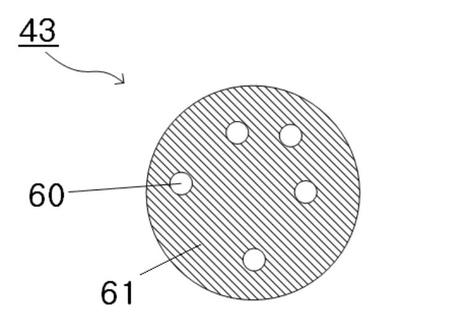
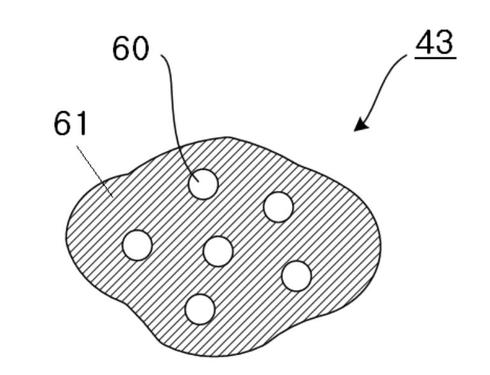
前記ボイド含有糸の断面図の一例を図1A及び図1Bに示す。図1Aは、前記ノズル開口部の孔の形状が円型である場合のボイド含有糸の断面図であり、図1Bは、前記ノズル開口部の孔の形状が異型である場合のボイド含有糸の断面図である。図1A及び図1Bに示すように、ボイド含有糸43は、樹脂部61の内部に空洞60を有する。また、前記ボイド含有糸は、図2B及び図3Bに示すように被覆層12を有していてもよい。
【0053】
<空洞>
<<アスペクト比>>
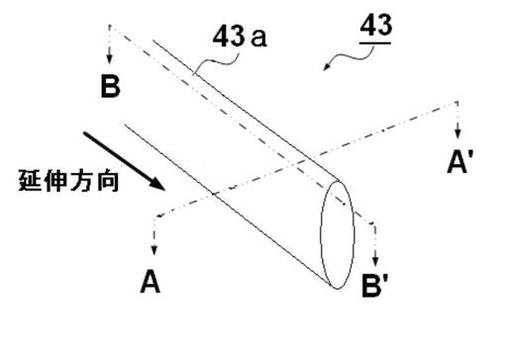
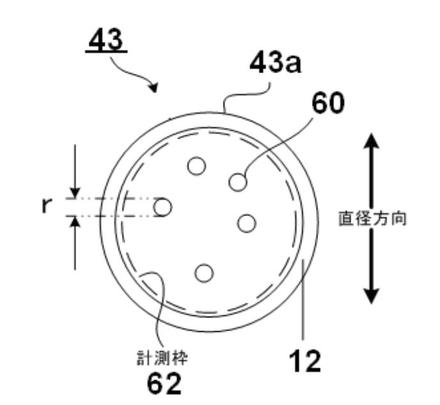
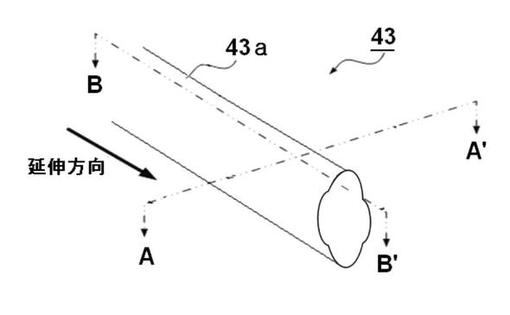
図2A〜2Cは、前記ボイド含有糸が円型である場合の、アスペクト比を説明するための図であって、図2Aは、前記ボイド含有糸の斜視図であり、図2Bは、図2Aにおける前記ボイド含有糸のA−A’断面図であり、図2Cは、図2Aにおける前記ボイド含有糸のB−B’断面図である。
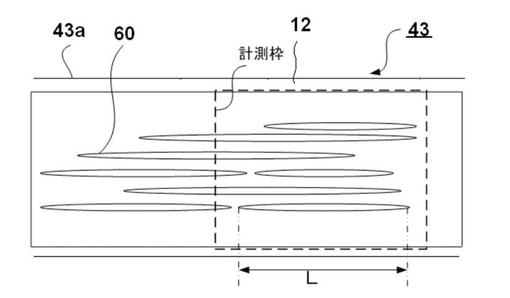
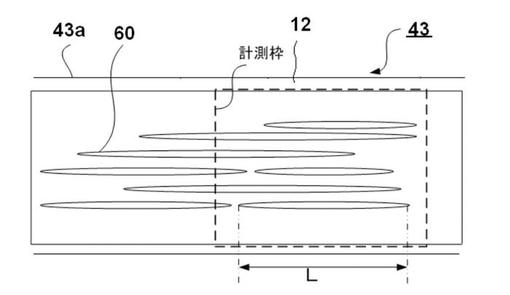
図3A〜3Cは、前記ボイド含有糸が異型である場合の、アスペクト比を説明するための図であって、図3Aは、前記ボイド含有糸の斜視図であり、図3Bは、図3Aにおける前記ボイド含有糸のA−A’断面図であり、図3Cは、図3Aにおける前記ボイド含有糸のB−B’断面図である。
【0054】
前記アスペクト比とは、前記ボイド含有糸43の表面43aに直交し、かつ、前記空洞の配向方向に直交する方向(A−A’断面)における空洞60の平均径をr(μm)(図2B及び図3B参照)とし、前記ボイド含有糸43の表面に直交し、かつ、前記空洞の配向方向(B−B’断面)における空洞60の平均の長さをL(μm)(図2C及び図3C参照)とした際のL/r比を意味する。
【0055】
前記アスペクト比は、以下の方法により算出できる。
(1)前記A−A’断面及び前記B−B’断面を、それぞれエポキシ樹脂などで包埋してカミソリやミクロトームで切断し、走査型電子顕微鏡で検鏡し、前記各断面写真において計測枠62(図2B及び図3B参照)を、その枠内に空洞が50個〜100個含まれるように設定する。
(2)計測枠62に含まれる空洞の数を測定し、前記縦延伸方向に直交する断面の計測枠62(図2B及び図3B参照)に含まれる空洞の数をm個、前記縦延伸方向に平行な断面の計測枠62(図2C及び図3C参照)に含まれる空洞の数をn個とする。
(3)前記A−A’断面に含まれる空洞の1個ずつの最大径(ri)を測定し、その平均径をrとし(図2B及び図3B参照)、前記B−B’断面の計測枠62(図2C及び図3C参照)に含まれる空洞の1個ずつの最長部分の長さ(Li)を測定し、その平均の長さをLとする。
即ち、r及びLは、それぞれ下記の式(1)及び式(2)で表すことができ、これによりアスペクト比L/rを算出することができる。
r=(Σri)/m ・・・式(1)
L=(ΣLi)/n ・・・式(2)
【0056】
前記アスペクト比としては、10以上であるが、10〜100であることが好ましく、15〜100がより好ましく、20〜90が特に好ましい。前記アスペクト比が、10未満であると反射率が低下することがあり、100を超えると力学特性の低下が起こることがある。前記アスペクト比が10〜100であると、反射、断熱などの諸性能と力学特性との両立の点で有利である。
【0057】
なお、前記空洞の配向方向とは、通常、延伸方向を示す。通常は、製造時に前記ボイド含有糸製造用素糸の流れる方向に沿って縦延伸を行うため、この縦延伸の方向が前記空洞の配向方向になる。
【0058】
<<空洞の占有面積>>
また、前記ボイド含有糸は、その長さ方向(延伸方向)に直交する任意の断面における前記ボイド含有糸の断面積をa(μm2)とし、前記断面における空洞の断面積をA(μm2)としたとき、これらの比(A/a)の平均が0.05以上、0.4以下であることが好ましい。
前記断面における各断面積は、例えば、光学顕微鏡や電子顕微鏡の画像により計測することができる。
【0059】
また、前記ボイド含有糸は、太さ方向の空洞の平均の個数Pと、結晶性を有する樹脂部と空洞との屈折率差ΔNとの積が、2以上が好ましく、2.5以上がより好ましく、3以上が特に好ましい。前記ΔNと前記Pとの積が、2未満であると反射率が低下することがある。
【0060】
ここで、前記太さ方向の空洞の個数とは、前記ボイド含有糸43の表面43aに直交し、かつ、前記空洞の配向方向に直交する方向を含む面(図2A及び図3AにおけるA−A’断面、即ち、太さ方向断面)において、太さ方向に含まれる空洞60の個数を意味する。
前記ボイド含有糸における太さ方向の空洞の平均の個数Pとしては、特に制限はなく、目的に応じて適宜選択することができるが、5個以上が好ましく、10個以上がより好ましく、15個以上が特に好ましい。
前記太さ方向の空洞の個数は、例えば、光学顕微鏡や電子顕微鏡の画像により測定することができ、これらの画像上において、太さ方向に複数の直線をそれぞれ平行にひき、該複数の直線上に存在する空洞の個数の平均値を算出することで、平均の個数Pを求めることができる。
【0061】
また、前記結晶性を有する樹脂部61とは、前記ボイド含有糸43において空洞以外の部分(結晶性を有する樹脂よりなる部分)を指す(図1A及び図1Bの斜線部)。
前記ボイド含有糸における結晶性を有する樹脂部と空洞との屈折率差ΔNは、具体的には、を有する樹脂部の屈折率をN1として、空洞の屈折率をN2とした際に、N1とN2との差であるΔN(=N1−N2)の値を意味する。
前記結晶性を有する樹脂部や空洞の屈折率N1、N2は、例えば、アッベ屈折計などにより測定することができる。
【0062】
このように、前記ボイド含有糸は、その内部に前記空洞を有していることにより、例えば、金属様光沢、反射率、隠蔽性、断熱性、クッション性などにおいて、様々な優れた特性を有している。即ち、前記ボイド含有糸の内部の空洞の態様を変化させることで、金属様光沢、反射率、隠蔽性、断熱性、クッション性などの特性を調節することができる。
【0063】
<平均直径>
前記ボイド含有糸の平均直径としては、特に制限はなく、目的に応じて適宜選択することができるが、5μm〜200μmが好ましく、5μm〜100μmがより好ましく、5μm〜50μmが特に好ましい。前記ボイド含有糸の平均直径が、5μm未満であると、延伸の際に切断されることや、十分な空洞が空かず、十分な金属様光沢や高い反射率を得ることができないことがあり、200μmを超えると、空洞の比率が多すぎ、色味が悪くなることや、剛直になるため、更に加工をして布を織ったりした際に風合いに劣ることがある。また例えば、FRP(繊維強化プラスチック)などの複合材料に用いる際に、所望の形態が得にくいことがある。一方、前記ボイド含有糸の平均直径が前記特に好ましい範囲内であると、十分な金属様光沢や高い反射率を得ることができる点で有利である。
なお、前記ボイド含有糸の平均直径とは、前記ボイド含有糸が円型の場合、前記ボイド含有糸の長さ方向に直交する方向における断面における最大径の平均をいい、前記ボイド含有糸が異型の場合、該ボイド含有糸の長さ方向に直交する方向における断面における最長部分の長さをいう。
ここで、例えば、前記ボイド含有糸をカミソリやミクロトームにより切断後、前記ボイド含有糸の直径は、断面SEMの写真により測定することができる。
【0064】
<反射率>
前記ボイド含有糸の反射率(%)とは、文字通り前記ボイド含有糸を布形状に織ったり、編んだりした際の反射性のことである。
前記反射率(%)としては、特に制限はなく、目的に応じて適宜選択することができるが、30%以上が好ましく、50%以上がより好ましく、60%以上が特に好ましい。前記反射率が、30%未満であると、前記ボイド含有糸の審美性や意匠性が低下することがある。なお、反射率は高い方が、金属様光沢による審美性及び意匠性に優れるため、その上限に臨界的な意義はない。
前記反射率は、例えば、分光光度計、積分球などにより測定することができる。
【0065】
<密度>
前記ボイド含有糸の密度としては、特に制限はなく、目的に応じて適宜選択することができるが、1.20g/cm3以下が好ましく、0.5g/cm3〜1.05g/cm3がより好ましい。
前記密度の測定方法としては、例えば、密度が1.05g/cm3以上の場合は、5mmのボイド含有糸を密度勾配管法により測定することができる。密度が1.05g/cm3未満の場合は、JIS K6920記載の方法において、例えば温度付ゲ−リュサック型ピクノメータ(25mL)にボイド含有糸を1g程度の重量を電子天秤で精確に秤量して測定することができる。
【0066】
<被覆層>
前記ボイド含有糸は、被覆層を有していてもよい。
前記被覆層の材料としては、前記発明の効果を損なわない限り、特に制限はなく、目的に応じて適宜選択することができ、例えば、ポリオレフィン類やフッ素樹脂等の疎水的なポリマー、UV硬化性ポリマーなどが挙げられる。これにより、特に耐水性、耐加水分解性、引っ張り弾性率、及び耐折れ曲げ性などを向上させることができる。
また、前記被覆層に、染料を含有していてもよい。例えば、ブラックやブルー等の染料を含むポリマーを前記ボイド含有糸に被覆することにより、メタリックブラックやメタリックブルーなどの金属様光沢を有する糸を得ることができ、前記ボイド含有糸の用途の幅が広がる点で好ましい。
前記被覆層の厚みとしては、特に制限はなく、目的に応じて適宜選択することができ、例えば、前記ボイド含有糸の断面(前記樹脂部及び空洞部を含む)における半径の3%〜30%が好ましい。前記被覆層の厚みが、前記ボイド含有糸の断面における半径の3%未満であると、力学特性が十分に付与できないということがあり、前記ボイド含有糸の断面における半径の30%を超えると、繊維としてのしなやかさや肌触りが不足することや、生産性が低下することがある。
【0067】
<製造方法>
前記ボイド含有糸は、本発明の前記ボイド含有糸製造用素糸を延伸することにより製造できる。
【0068】
<<延伸方法>>
前記ボイド含有糸製造用素糸を延伸する方法としては、特に制限はなく、目的に応じて適宜選択することができるが、いずれの延伸方法においても、製造時に前記ボイド含有糸製造用素糸の流れる方向に沿って延伸が行われることが好ましく、前記ボイド含有糸製造用素糸を、ネッキングが発現するように延伸することがより好ましい。
ここで、前記ネッキングとは、未延伸原糸であるボイド含有糸製造用素糸の延伸時に生じるくびれ状の変形を意味する(高分子工学講座6 プラスチック成形加工 高分子学会編集、地人書院発行、昭和41年4月25日初版発行参照)。また、前記延伸時において、前記ボイド含有糸製造用素糸がくびれながら変形し、くびれ部分では急激に断面が減少する現象を「ネッキングが発現した」と定義する。
【0069】
図4は、延伸方法の一例を示す図である。図4に示すように、ボイド含有糸製造用素糸5は、例えば、25℃〜150℃に調整された加熱炉30内に挿入され、ニップロール41と42の回転速度差をつけて引張力を付与することにより延伸し、ネッキングを起こすことにより空洞を有するボイド含有糸43が作製される。場合によっては、加熱炉30を除き、ニップロール41を加温(25℃〜150℃)するだけでも同様のボイド含有糸43を作製できる。図4において、31はアニーリング処理炉、32は巻取り装置を表す。
具体的には、ボイド含有糸製造用素糸5(未延伸糸)が延伸されるとともに、その内部に延伸方向を長軸とした空洞が形成されることで、本発明のボイド含有糸43が得られる。
【0070】
延伸により空洞が形成される理由としては、前記ボイド含有糸製造用素糸を構成する少なくとも1種類の結晶性を有するポリマーが、延伸し難い微結晶を有し、延伸時にこの伸張し難い微結晶と他の延伸し難い微結晶の間にある、結晶化の進んでいない非晶相の樹脂が微結晶相との界面や非晶相内部で引きちぎられるような形で剥離延伸されることにより、これが空洞形成源となって空洞が形成されるものと考えられる。
なお、このような延伸による空洞形成は、結晶性を有するポリマーが一種類の場合だけではなく、2種類以上の結晶性を有するポリマーが、ブレンド又は共重合されている場合であっても可能である。
【0071】
一般に、延伸においては、ロールの組合せやロール間の速度差により、延伸の段数や延伸速度を調節することができる。
前記縦延伸の段数としては、1段以上であれば、特に制限はなく、目的に応じて適宜選択することができる。
【0072】
なお、特に最近、糸に機能性を持たせるために糸を更に細径化することが検討されているが、更に細径化したボイド含有糸を得るために、繊維構造は変化させずに繊維径のみを極細化する、流動延伸工程などを採用することもできる。このような方法によって、ボイド含有糸の平均直径を10μm以下の極細径にすることもできる。
【0073】
−延伸速度−
前記延伸の延伸速度としては、本発明の効果を損なわない限り、特に制限はなく、目的に応じて適宜選択することができるが、50m/分間〜5,000m/分間が好ましく、100m/分間〜1,000m/分間がより好ましい。前記延伸速度が、50m/分間未満であると、十分なネッキングが発生しにくくなり、空隙の出来方が均一でなくなるため太さムラや、金属様光沢のムラが出やすいことがある。前記延伸速度が5,000m/分間を超えると、糸が破断しやすくなって、歩留まりが低下するほか、ハンドリング性を維持するために設備が複雑になりコストもかかることがある。
一方、前記延伸速度が、50m/分間以上であると、十分なネッキングを発現させやすい点で好ましい。また、前記延伸速度が、5,000m/分間以下であると、糸が破断しづらく、均一な延伸がしやすくなり、特に、高速延伸を目的とした大型な延伸装置を必要とせず、コストを低減できる点で好ましい。
【0074】
−延伸温度−
延伸時の温度としては、特に制限はなく、目的に応じて適宜選択することができるが、
延伸温度をT(℃)、ガラス転移温度をTg(℃)としたときに、
(Tg−30)≦T≦(Tg+50)
で示される範囲の延伸温度T(℃)で延伸することが好ましく、
(Tg−25)≦T≦(Tg+45)
で示される範囲の延伸温度T(℃)で延伸することがより好ましく、
(Tg−20)≦T≦(Tg+40)
で示される範囲の延伸温度T(℃)で延伸することが特に好ましい。
【0075】
一般に、延伸温度(℃)が高いほど延伸張力も低めに抑えられて容易に延伸できるが、前記延伸温度(℃)が、{ガラス転移温度(Tg)+50}℃以下であると、空洞が形成される体積割合が高くなり、アスペクト比が好ましい範囲になりやすい点で好ましい。また、前記延伸温度(℃)が、{ガラス転移温度(Tg)−30}℃以上であると、十分に空洞が発現する点で好ましい。
ここで、前記延伸温度T(℃)は、非接触式温度計により計測することができる。また、前記ガラス転移温度Tg(℃)は、示差熱分析装置(DSC)により計測することができる。
【0076】
なお、前記延伸後のボイド含有糸は、形状安定化などの目的で、更に熱を加えて熱収縮させたり、張力を加える等の処理をしたりしてもよい。
【0077】
<得率>
本発明のボイド含有糸製造素糸を延伸して得られる金属様光沢を有するボイド含有糸の得率は、事業目的や採算性等により目標設定されるものであって特に制限はない。
前記得率は、例えば、延伸が始まった後、5秒間経過後から100mに渡ってボイド含有糸をサンプリングし、その全長に対して目視検査にて透明から乳白色の部分を切除して残った長さ(m)を(A)とし、下記計算式(I)より算出することができる。
ボイド含有糸得率(%)=(A)/100×100・・・式(I)
【0078】
<用途>
前記ボイド含有糸は、本発明の前記ボイド含有糸製造用素糸を用いて製造されるため、均一に延伸されたものであり、そのため、金属様光沢を有する反射率の高い審美性及び意匠性に優れたものである。前記ボイド含有糸は、その中に連通しないボイドを含み、軽く、断熱性、遮光性にも優れるため衣料や建築材料、医療材料、電子機器部材、電気自動車部材等の各種用途に好適に用いることができる。
【実施例】
【0079】
以下に本発明の実施例を挙げて本発明を具体的に説明するが、本発明はこれらの実施例に何ら限定されるものではない。
【0080】
(実施例1)
<ボイド含有糸製造用素糸(未延伸糸)の作製>
極限粘度(IV)0.72、ガラス転移温度(Tg)37℃のポリブチレンテレフタレート(PBT)樹脂(ウインテックポリマー社製)を、溶融紡糸機(スクリュー径35mmφの単軸溶融押出機(株式会社中部化学機械製作所製)を用いて255℃で溶融し、水中を通して冷却固化することにより、実施例1のボイド含有糸製造用素糸を作製した。また、冷却後のボイド含有糸製造用素糸は、巻上げ速度35m/分間で巻取りを行った。なお、溶融紡糸機のノズル開口部の孔の形状は略円形であり、ボイド含有糸製造用素糸を固化するための水温は、30℃に設定した。
【0081】
<ボイド含有糸製造用素糸の評価>
以下に示す方法で、ボイド含有糸製造用素糸の(010)面の結晶面の結晶子サイズ、結晶化度、ボイド含有糸製造用素糸の平均直径、及び反射率を測定した。結果を表2に示す。
【0082】
−ボイド含有糸製造用素糸内部の(010)面の結晶面の結晶子サイズの測定−
X線回折装置(RINT−TTR III、株式会社リガク製)を用い、糸を幅25mmになるようにガラス試料ホルダー上に並べて貼り付けて測定した。結晶ピークと非晶ピーク(2θ=21°)とのピーク分離を行った。各ピークの半値幅を用いて、結晶子サイズをScherrerの式(Scherrer係数=0.9)からボイド含有糸製造用素糸内部の(010)面の結晶面の結晶子サイズ(nm)を求めた。
【0083】
−結晶化度の測定−
ボイド含有糸製造用素糸の結晶化度(%)は、四塩化炭素/ヘプタン混合溶液を使用した密度勾配管法により測定した。
【0084】
−ボイド含有糸製造用素糸の平均直径の測定−
ボイド含有糸製造用素糸の平均直径(μm)は、該ボイド含有糸製造用素糸を製造する際の樹脂の押出し方向に直交する断面をカミソリにより切断後、断面SEMの写真により直径の最大径を測定し、その平均値を算出した。
【0085】
−反射率の測定−
分光光度計(V−570、日本分光株式会社製)と積分球(ILN−472、日本分光株式会社製)を用いて550nmの波長でボイド含有糸の光線反射率(%)を測定した。
【0086】
<ボイド含有糸の作製>
ボイド含有糸製造用素糸の延伸は、2組の延伸ニップローラーと、その間に設置したプレートヒーターとを用いて行った。即ち、ボイド含有糸製造用素糸1を39℃の加温雰囲気下で、35m/分間の速度のニップローラー(低速ニップローラーと)195m/分間の速度のニップローラー(高速ニップローラー)で一軸延伸(倍率:5.5倍)した。この際、ボイド含有糸製造用素糸は、ネッキングを発現しながら延伸された。これにより実施例1のボイド含有糸を作製した。
【0087】
<ボイド含有糸の評価>
以下に示す方法で、ボイド含有糸の得率を算出し、ボイド含有糸の平均直径、反射率、及びアスペクト比の測定を行った。また、以下に示す方法で、ボイド含有糸の金属様光沢の官能評価を行った。結果を表2に示す。
【0088】
−ボイド含有糸の得率の算出−
ボイド含有糸の得率は、下記計算式(I)より算出した。
ボイド含有糸得率(%)=(A)/100×100・・・式(I)
ただし、前記式(I)において、(A)は、ネック延伸が始まった後、5秒間経過後から100mに渡ってボイド含有糸をサンプリングし、その全長に対して目視検査にて透明から乳白色の部分を切除して残った長さ(m)を示す。なお、得率は70%以上であることが連続生産性の観点で好ましい。
【0089】
−ボイド含有糸の平均直径の測定−
ボイド含有糸の平均直径(μm)は、該ボイド含有糸の延伸方向に直交する断面をカミソリにより切断後、断面SEMの写真により直径を測定し、その最大径の平均値を算出した。
【0090】
−反射率の測定−
分光光度計(V−570、日本分光株式会社製)と積分球(ILN−472、日本分光株式会社製)を用いて550nmの波長でボイド含有糸の光線反射率(%)を測定した。
【0091】
−アスペクト比の測定−
ボイド含有糸の表面に直交し、かつ、縦延伸方向に直交する断面(図2B参照)と、前記ボイド含有糸の表面に直交し、かつ、前記縦延伸方向に平行な断面(図2C参照)を、カミソリにより切断し、走査型電子顕微鏡を用いて300倍〜3,000倍の適切な倍率で検鏡し、前記各断面写真において計測枠62(図2B参照)をそれぞれ設定した。この計測枠62は、その枠内に空洞が50個〜100個含まれるように設定した。
次に、計測枠62に含まれる空洞の数を測定し、前記縦延伸方向に直交する断面の計測枠62(図2B参照)に含まれる空洞の数をm個、前記縦延伸方向に平行な断面の計測枠62(図2C参照)に含まれる空洞の数をn個とした。
そして、前記縦延伸方向に直交する断面の計測枠62(図2B参照)に含まれる空洞の1個ずつの最大径(ri)を測定し、その平均径をrとした。また、前記縦延伸方向に平行な断面の計測枠62(図2C参照)に含まれる空洞の1個ずつの最長部分の長さ(Li)を測定し、その平均の長さをLとした。
即ち、r及びLは、それぞれ下記の式(1)及び式(2)で表すことができる。
r=(Σri)/m ・・・式(1)
L=(ΣLi)/n ・・・式(2)
そして、L/rを算出し、アスペクト比とした。
【0092】
−金属様光沢の官能評価−
延伸後のボイド含有糸を20本採取し、黒色板上に緊密に並べて貼りつけたものを評価サンプルとした。一方、AL製ワイヤー(φ0.12mm)20本を前記ボイド含有糸と同様に黒色板上に緊密に並べて貼りつけたものを参照サンプルとして用意した。
これらのサンプルを、金属様光沢糸の専門パネリスト5名が、白色蛍光灯下で目視にて比較した。このとき、サンプル表面の照度は1,300Lxから1,500Lxとした。前記照度は、ポケット照度計(ANA−F9、東京光電株式会社製)にて測定した。
ボイド含有糸の金属様光沢が、前記参照サンプルと同等以上であると判断したパネリストの人数を評点(1〜5)とした。即ち、評点が高いほど良好な金属様光沢を示す。結果を、表2に示す。また、このときの外観及び状態について併せて表2に示す。
【0093】
(実施例2〜6及び比較例1〜9)
実施例1のボイド含有糸製造用素糸(未延伸糸)の作製において、樹脂及び溶融紡糸条件を、下記表1に記載の実施例2〜6及び比較例1〜9の条件に従ったこと以外は、実施例1と同様の方法で実施例2〜6及び比較例1〜9のボイド含有糸製造用素糸を製造し、実施例1と同様の方法で、各ボイド含有糸製造用素糸の結晶化度、(010)面の結晶面の結晶子サイズ、ボイド含有糸製造用素糸の平均直径、及び反射率を測定した。結果を表2に示す。
なお、極限粘度(IV)0.69、ガラス転移温度(Tg)36℃のポリブチレンテレフタレート(PBT)樹脂はダイセル化学工業株式会社製、極限粘度(IV)0.7、ガラス転移温度(Tg)75℃のポリエチレンテレフタレート(PET)及び極限粘度(IV)0.76、ガラス転移温度(Tg)75℃のポリエチレンテレフタレート(PET)は富士フイルム株式会社製のものを用いた。
【0094】
また、実施例1のボイド含有糸の作製において、実施例2〜6及び比較例1〜9で作製したボイド含有糸製造用素糸を用い、下記表1に記載実施例2〜6及び比較例1〜9の条件に従ったこと以外は、実施例1と同様の方法で実施例2〜6及び比較例1〜9のボイド含有糸を製造し、実施例1と同様の方法で、ボイド含有糸の得率の算出、並びに、ボイド含有糸の平均直径、反射率及びアスペクト比の測定、並びに金属様光沢の官能評価を行った。結果を表2に示す。
なお、比較例1及び5は、金属様光沢が認められず、比較例2及び4は白色の濁りが認められたものの金属様光沢は認められず、比較例3及び6〜9は、延伸時に切断したため、これらの比較例1〜9の素糸を用いた場合、金属様光沢を有するボイド含有糸を安定して得ることができなかった。
【0095】
実施例1〜6及び比較例1〜9のボイド含有糸製造用素糸及びボイド含有糸の作製条件を下記表1にまとめて示す。また、実施例1〜6及び比較例1〜9の評価結果を下記表2に示す。
また、図5は、実施例1〜6及び比較例1〜9のボイド含有糸の得率と、ボイド含有糸製造用素糸の結晶核の(010)面の結晶子サイズとの関係をプロットした散布図を示した。図6は、実施例1〜6及び比較例1〜9のボイド含有糸の得率と、ボイド含有糸製造用素糸の結晶化度との関係をプロットした散布図を示した。
【0096】
【表1】

【0097】
【表2】
【0098】
表2及び図5〜7の結果より、実施例1〜6のボイド含有糸製造用素糸を延伸することによりボイド含有糸を安定して効率よく製造でき、該ボイド含有糸製造用素糸を延伸して得られたボイド含有糸は、金属様光沢を有し反射率が高く審美性及び意匠性に優れることが分かった。
一方、比較例1〜9より、(010)面の結晶面の結晶子サイズが、2nm未満であると、ボイド含有糸を得ることができず、5nmを超えると、ボイド含有糸製造用素糸を延伸する際断線することがわかった。また、結晶化度が、5%以下であると、ボイド含有糸を得ることができず、15%を超えると、ボイド含有糸製造用素糸を延伸する際断線することや、極度のムラが発生することがわかった。
【産業上の利用可能性】
【0099】
本発明のボイド含有糸製造用素糸は、内部の結晶核の結晶子サイズ及び結晶化度が、ボイド含有糸の製造に好適な条件であるため、金属様光沢を有し反射率が高く審美性及び意匠性に優れるボイド含有糸を安定して効率よく製造するために好適である。
前記ボイド含有糸は、本発明の前記ボイド含有糸製造用素糸を用いて製造されるため、均一に延伸されたものであり、そのため、金属様光沢を有する反射率の高い審美性及び意匠性に優れたものである。前記ボイド含有糸は、その中に連通しないボイドを含み、軽く、断熱性、遮光性にも優れるため衣料や建築材料、医療材料、電子機器部材、電気自動車部材等の各種用途に好適に用いることができる。
【符号の説明】
【0100】
5 ボイド含有糸製造用素糸
12 被覆層
30 加熱炉
31 アニーリング処理炉
32 巻取り装置
41 ニップロール
42 ニップロール
43 ボイド含有糸
43a ボイド含有糸の表面
60 空洞
61 樹脂部
62 計測枠
【技術分野】
【0001】
本発明は、ボイド含有糸製造用素糸及び前記ボイド含有糸製造用素糸により製造されたボイド含有糸に関する。
【背景技術】
【0002】
近年、繊維の機能性、審美性、意匠性などを向上させるべく、様々な努力がなされている。例えば、繊維の断面形状を変化させ、吸水性を向上させたり、ポリマーを改質させることで、軽量性を高めたり、フィブリル性を向上させたり、深色性を向上させたりしている(例えば、特許文献1参照)。
しかし、特許文献1に記載された中空構造の繊維の製糸方法は、繊維の軽量化のために、高い中空率を達成しようとすると、口金の吐出孔から溶融押出しされるポリマーを貼り合せる技術が必要であり、工程が煩雑である。
【0003】
また、スルフォン酸ナトリウム化合物を重合工程で添加し、得られたポリマーペレットに、更にポリスチレン又はポリメチルメタアクリレートを溶融混練して溶融紡糸用中空口金から溶融押出しすることによっても中空構造の繊維を製造することはできる(特許文献2参照)。
しかし、特許文献2に記載された方法では、添加材料の比率管理などに設備的な対応が必要になって工程が複雑になり、均一な製品を得るのが難しく、また、ポリエステルに異種のポリマーを混合するため、リサイクルする際に分別が難しく、場合によっては廃棄せざるを得ないなどの問題がある。
【0004】
審美性や意匠性を向上させた繊維としては、金属様光沢(きらきら感)を有する繊維の提供が強く望まれている。このような繊維としては、内部に空洞(ボイド)を有することにより、反射率などの優れた繊維が提案されている(特許文献3参照)。このような繊維は、内部に微細な結晶核を有する素糸を延伸して製造することができる。そのため、このような繊維の品質は、その糸を製造するための素糸の特性、即ち、素糸に内包される結晶核の結晶子サイズや結晶化度に大きく依存する。
しかし、これまで特許文献3などに示された繊維の製造において、原料となる樹脂の種類や延伸条件などは検討されてきたものの、素糸の特性については十分検討されておらず、延伸時に断線して安定した延伸ができない点や、延伸しても十分な反射率が得られないなどの問題がある。
【0005】
したがって、金属様光沢を有し反射率が高く審美性及び意匠性に優れる糸を安定に製造するための、該糸の製造に用いる素糸の品質の向上が望まれているのが現状である。
【先行技術文献】
【特許文献】
【0006】
【特許文献1】特開2002−173824号公報
【特許文献2】特開2005−256243号公報
【特許文献3】特開2009−191383号公報
【発明の概要】
【発明が解決しようとする課題】
【0007】
本発明は、従来における前記諸問題を解決し、以下の目的を達成することを課題とする。即ち、本発明は、延伸により、金属様光沢を有し反射率が高く審美性及び意匠性に優れるボイド含有糸を安定して効率よく製造することができる条件を備えた微細な結晶核を内包するボイド含有糸製造用素糸を提供することを目的とする。
【課題を解決するための手段】
【0008】
前記課題を解決するため、本発明者らは鋭意検討した結果、以下のような知見を得た。即ち、ボイド含有糸(ボイド糸、空洞含有糸とも称する)における反射率等の品質は、当該ボイド含有糸の製造に用いられるボイド含有糸製造用素糸内部の結晶核の結晶子サイズや結晶化度が大きく影響すること、したがって、特定の結晶子サイズの結晶核を内包し、特定の結晶化度を有するボイド含有糸製造用素糸を用い、これを延伸することで、金属様光沢を有し反射率が高く審美性及び意匠性に優れるボイド含有糸を安定して効率よく製造できることを知見し、本発明の完成に至った。
【0009】
本発明は、本発明者らによる前記知見に基づくものであり、前記課題を解決するための手段としては、以下の通りである。即ち、
<1> 内部に独立した空洞を有するボイド含有糸を製造するためのボイド含有糸製造用素糸であって、延伸されると、内部に、延伸方向に配向した状態で前記空洞が形成され、該空洞の平均の長さをL(μm)とし、前記空洞の配向方向と直交方向における該空洞の平均径をr(μm)とした際のL/r比が10以上であり、(010)面の結晶面の結晶子サイズが2nm〜5nmの結晶核を内包し、結晶化度が5%〜15%であることを特徴とするボイド含有糸製造用素糸である。
<2> 平均直径が10μm〜500μmである前記<1>に記載のボイド含有糸製造用素糸である。
<3> 結晶性ポリマーからなる前記<1>から<2>のいずれかに記載のボイド含有糸製造用素糸である。
<4> 反射率が0.1%〜10%であり、延伸されて得られたボイド含有糸の反射率が30%〜90%である前記<1>から<3>のいずれかに記載のボイド含有糸製造用素糸である。
<5> (010)面の結晶面の結晶子サイズが2.5nm〜3.5nmの結晶核を内包し、結晶化度が7%〜10%である前記<1>から<4>のいずれかに記載のボイド含有糸製造用素糸である。
<6> 前記<1>から<5>のいずれかに記載のボイド含有糸製造用素糸を延伸することにより得られるボイド含有糸であって、内部に、延伸方向に配向した状態で前記空洞が形成され、該空洞の平均の長さをL(μm)とし、前記空洞の配向方向と直交方向における該空洞の平均径をr(μm)とした際のL/r比が10以上であることを特徴とするボイド含有糸である。
<7> 反射率が30%〜90%である前記<6>に記載のボイド含有糸である。
【発明の効果】
【0010】
本発明によれば、従来における前記諸問題を解決し、前記目的を達成することができ、延伸により、金属様光沢を有し反射率が高く審美性及び意匠性に優れるボイド含有糸を安定して効率よく製造することができる条件を備えた微細な結晶核を内包するボイド含有糸製造用素糸を提供することができる。
【図面の簡単な説明】
【0011】
【図1A】図1Aは、本発明のボイド含有糸製造用素糸を用いて作製したボイド含有糸の断面図の一例である。
【図1B】図1Bは、本発明のボイド含有糸製造用素糸を用いて作製したボイド含有糸の断面図の一例である。
【図2A】図2Aは、アスペクト比を説明するための図であって、ボイド含有糸の斜視図である。
【図2B】図2Bは、アスペクト比を説明するための図であって、図2Aにおけるボイド含有糸のA−A’断面図である。
【図2C】図2Cは、アスペクト比を説明するための図であって、図2Aにおけるボイド含有糸のB−B’断面図である。
【図3A】図3Aは、アスペクト比を説明するための図であって、ボイド含有糸の斜視図である。
【図3B】図3Bは、アスペクト比を説明するための図であって、図3Aにおけるボイド含有糸のA−A’断面図である。
【図3C】図3Cは、アスペクト比を説明するための図であって、図3Aにおけるボイド含有糸のB−B’断面図である。
【図4】図4は、本発明のボイド含有糸製造用素糸を用いてボイド含有糸を製造する際の延伸方法の一例を示す図である。
【図5】図5は、ボイド含有糸製造用素糸の結晶核の(010)面の結晶子サイズと、ボイド含有糸の得率との関係を示す図である。縦軸:ボイド含有糸の得率(%)、横軸:(010)面の結晶子サイズ(nm)。
【図6】図6は、ボイド含有糸製造用素糸の結晶化度と、ボイド含有糸の得率との関係を示す図である。縦軸:ボイド含有糸の得率(%)、横軸:結晶化度(%)。
【発明を実施するための形態】
【0012】
(ボイド含有糸製造用素糸)
本発明のボイド含有糸製造用素糸は、少なくとも結晶核を内包する。前記ボイド含有糸製造用素糸は、延伸することによりボイド含有糸を製造することができるものである。
【0013】
<(010)面の結晶面の結晶子サイズ>
前記ボイド含有糸製造用素糸に内包される結晶核の(010)面の結晶面の結晶子サイズは、2nm〜5nmであるが、2.1nm〜4nmが好ましく、2.5nm〜3.5nmが特に好ましい。前記(010)面の結晶面の結晶子サイズが、2nm未満であると、結晶子サイズが小さすぎて、ボイド含有糸を製造する際、延伸しても十分な金属様光沢や高い反射率を得ることができないことがあり、5nmを超えると、結晶子サイズが大きすぎて、ボイド含有糸を製造する際、延伸により切断してしまうことがある。
前記(010)面の結晶面の結晶子サイズは、例えば、X線回折により測定することができる。
【0014】
<結晶化度>
前記ボイド含有糸製造用素糸の結晶化度としては、5%〜15%であるが、5%〜12%が好ましく、7%〜10%がより好ましい。前記結晶化度が、5%未満であると、ボイド含有糸を製造する際、延伸しても十分な金属様光沢や高い反射率を得ることができないことがあり、15%を超えると、ボイド含有糸を製造する際、延伸により切断してしまうことがある。
前記結晶化度は、例えば、屈折率法、赤外分光法、X線回折法、比重計や密度勾配管法などにより測定することができる。
【0015】
<平均直径>
前記ボイド含有糸製造用素糸の平均直径としては、特に制限はなく、目的に応じて適宜選択することができるが、10μm〜500μmが好ましく、30μm〜200μmがより好ましい。前記平均直径が10μm未満であると、延伸後のボイド含有糸内部に十分な空洞が発現しないことがあり、500μmを超えると、延伸張力が高くなるため延伸しにくくなることや、延伸後のボイド含有糸が十分細径化しにくいことがある。
ここで、前記平均直径とは、前記ボイド含有糸製造用素糸が円型の場合、該ボイド含有糸製造用素糸を製造する際の樹脂の押出し方向に直交する断面における最大径の平均をいい、前記ボイド含有糸製造用素糸が異型の場合、該ボイド含有糸製造用素糸を製造する際の樹脂の押出し方向に直交する断面における最長部分の長さをいう。
前記平均直径は、例えば、前記ボイド含有糸製造用素糸をエポキシ樹脂などで包埋してカミソリやミクロトームで切断後、断面SEMの写真により測定することができる。
【0016】
<反射率>
前記ボイド含有糸製造用素糸の反射率(%)としては、特に制限はなく、目的に応じて適宜選択することができるが、通常反射率が高いものではなく、0.1%〜10%程度である。
前記反射率は、例えば、分光光度計、積分球などにより測定することができる。
前記ボイド含有糸製造用素糸は、反射率(%)が低いものであるが、これを延伸してボイド含有糸にすることにより、金属様光沢を有し、反射率(%)が高くなり、審美性及び意匠性に優れたボイド含有糸を得ることができる。
【0017】
<製造方法>
前記ボイド含有糸製造用素糸は、少なくとも熱可塑性樹脂を含む樹脂組成物を溶融紡糸することによって作製される。具体的には、前記樹脂組成物を乾燥し、押出成型機で溶融し、溶融紡糸口金から溶融吐出し、冷却し、その後、巻き取ることにより作製される。
【0018】
<<樹脂組成物>>
前記樹脂組成物は、少なくとも熱可塑性樹脂を含み、必要に応じて更にその他の成分を含む。
前記熱可塑性樹脂としては、特に制限はなく、目的に応じて適宜選択することができるが、結晶性を有するポリマーであることが好ましい。
【0019】
−結晶性を有するポリマー−
一般に、ポリマーは、結晶性ポリマーと、非晶性(アモルファス)ポリマーとに分けられる。前記結晶性ポリマーは、通常、100%結晶ということはなく、分子構造の中に長い鎖状の分子が規則的に並んだ結晶性領域と、規則的に並んでいない非結晶(アモルファス)領域とを含んでいる。
本発明において、前記結晶性を有するポリマーは、分子構造の中に少なくとも前記結晶性領域を含んでいればよく、結晶性領域と非結晶領域とが混在していてもよいが、結晶性ポリマーからなることが特に好ましい。
【0020】
前記結晶性を有するポリマーとしては、特に制限はなく、目的に応じて適宜選択することができ、例えば、ポリオレフィン樹脂、ポリアミド樹脂、ポリエステル樹脂、ポリアセタール(POM)、シンジオタクチック・ポリスチレン(SPS)、ポリフェニレンサルファイド(PPS)、ポリエーテルエーテルケトン(PEEK)、液晶ポリマー(LCP)、フッ素樹脂などが挙げられる。これらは、1種単独で使用してもよく、2種以上のポリマーをブレンドしたり、共重合させたりして使用してもよい。
これらの中でも、力学強度や製造の観点から、約300℃以下で溶融する樹脂が好ましく、ポリオレフィン樹脂、ポリエステル樹脂、ポリアミド樹脂がより好ましく、ポリエステル樹脂が特に好ましい。
【0021】
前記結晶性を有するポリマーの溶融粘度としては、特に制限はなく、目的に応じて適宜選択することができるが、50Pa・s〜1,000Pa・sが好ましく、70Pa・s〜750Pa・sがより好ましく、80Pa・s〜450Pa・sが特に好ましい。前記溶融粘度が、50Pa・s〜1,000Pa・sであると、紡糸の際にノズルから押し出される溶融紡糸の形状が安定し、均一にボイド含有糸製造用素糸を形成しやすくなる点で好ましい。また、前記溶融粘度が、50Pa・s〜1,000Pa・sであると、紡糸の際に、樹脂の粘度が適切になりノズルから押出ししやすくなる点、前記ボイド含有糸製造用素糸の平均直径が安定する点で好ましい。
ここで、前記溶融粘度は、例えば、プレートタイプのレオメーター、キャピラリーレオメーターなどにより測定することができる。
【0022】
前記結晶性を有するポリマーの極限粘度(IV:Intrinsic Viscosity)としては、特に制限はなく、目的に応じて適宜選択することができるが、0.4〜1.5が好ましく、0.6〜1.2がより好ましく、0.7〜1.0が特に好ましい。前記IVが大きい方が、前記ボイド含有糸製造用素糸をボイド含有糸の製造に用いた場合、延伸時に空洞を発現しやすいが、前記IVが、0.4〜1.5であると、紡糸の際に溶融樹脂の押出しがしやすくなることや、樹脂の流れが安定して滞留が発生しづらくなり、品質が安定すること、紡糸の際に、溶融樹脂のフィルターを設置した場合であっても、フィルターに負荷がかかりにくく、樹脂の流れが安定して滞留が発生しづらくなること、前記ボイド含有糸製造用素糸をボイド含有糸の製造に用いた場合、引っ張り強度が高くなり、延伸時に延伸張力が適切に保たれるために、効率よく延伸することができること、これにより均一に延伸しやすくなり、装置に負荷がかかりにくいこと、更に製品(ボイド含有糸)が破断しにくくなって、物性が高まること、などの点で好ましい。
ここで、前記極限粘度(IV)は、例えば、ウベローデ型粘度計により測定することができる。
【0023】
前記結晶性を有するポリマーの融点(Tm)としては、特に制限はなく、目的に応じて適宜選択することができるが、40℃〜350℃が好ましく、100℃〜300℃がより好ましく、150℃〜260℃が特に好ましい。前記融点が、40℃〜350℃であると、通常の使用で予想される温度範囲で前記ボイド含有糸製造用素糸の平均直径を保ちやすくなる点、高温での加工に必要とされる特殊な技術を特に用いなくても、均一に前記ボイド含有糸製造用素糸を製造できる点で好ましい。
ここで、前記融点は、例えば、示差熱分析装置(DSC)により測定することができる。
【0024】
前記結晶性を有するポリマーの重量平均分子量としては、特に制限はなく、目的に応じて適宜選択することができるが、5,000〜1,000,000が好ましく、10,000〜800,000がより好ましく、15,000〜700,000が特に好ましい。前記重量平均分子量が、5,000未満であると、該ボイド含有糸製造用素糸をボイド含有糸の製造に用いた場合、延伸時に破断する懸念があり、前記重量平均分子量が1,000,000を超えると、前記ボイド含有糸製造用素糸が延伸されにくいことや、延伸しても空洞が発現しにくいことがある。一方、前記重量平均分子量が、15,000〜700,000であると、前記ボイド含有糸製造用素糸の延伸の容易性と空洞の発現容易性とを両立できる点で好ましい。
ここで、前記重量平均分子量は、例えば、ゲル浸透クロマトグラフィー(GPC Gel Permeation Chromatography)法により測定することができる。
【0025】
−−ポリオレフィン樹脂−−
前記ポリオレフィン樹脂としては、特に制限はなく、目的に応じて適宜選択することができ、例えば、ポリエチレン、ポリプロピレン(PP)、エチレンとプロピレンとのランダム共重合体、エチレンとプロピレンとのブロック共重合体、エチレンとα−オレフィン(例えば、1−オクテン、1−ヘキセンなど)とのランダム共重合体、プロピレンとα−オレフィン(例えば、1−オクテン、1−ヘキセンなど)とのランダム共重合体などが挙げられる。これらは、1種単独で使用してもよく、2種以上を併用してもよい。
これらの中でも、ポリプロピレン、エチレンとプロピレンとのランダム共重合体、エチレンとプロピレンとのブロック共重合体が好ましく、ポリプロピレン、エチレンとプロピレンとのランダム共重合体が特に好ましい。
【0026】
−−ポリアミド樹脂−−
前記ポリアミド樹脂としては、特に制限はなく、目的に応じて適宜選択することができ、例えば、ポリカプロアミド(ナイロン6)、ポリテトラメチレンアジパミド(ナイロン46)、ポリヘキサメチレンアジパミド(ナイロン66)、ポリヘキサメチレンセバカミド(ナイロン6/10)、ポリヘキサメチレンドデカミド(ナイロン6/12)、ポリウンデカメチレンアジパミド(ナイロン11/6)、ポリウンデカンアミド(ナイロン11)、ポリドデカンアミド(ナイロン12)、ポリトリメチルヘキサメチレンテレフタルアミド、ポリヘキサメチレンイソフタルアミド(ナイロン6I)、ポリヘキサメチレンテレフタル/イソフタルアミド(ナイロン6T/6I)、ポリビス(4−アミノシクロヘキシル)メタンドデカミド(ナイロンPACM12)、ポリビス(3−メチル−4−アミノシクロヘキシル)メタンドデカミド(ナイロンジメチルPACM12)、ポリメタキシリレンアジパミド(ナイロンMXD6)、ポリウンデカメチレンテレフタルアミド(ナイロン11T)、ポリウンデカメチレンヘキサヒドロテレフタルアミド(ナイロン11T(H))などが挙げられる。これらは、1種単独で使用してもよく、2種以上を併用してもよい。
これらの中でも、ナイロン6、ナイロン66、ナイロン11、ナイロン12、ナイロン6/10、ナイロン6/12、ナイロン11/6が好ましく、ナイロン6、ナイロン66、ナイロン11が特に好ましい。
【0027】
−−ポリエステル樹脂−−
前記ポリエステル樹脂は、ジカルボン酸成分とジオール成分との重縮合反応によって得られるエステル結合を主鎖の主要な結合鎖とするポリマーである。
【0028】
前記ジカルボン酸成分としては、特に制限はなく、目的に応じて適宜選択することができ、例えば、芳香族ジカルボン酸、脂肪族ジカルボン酸、脂環族ジカルボン酸、オキシカルボン酸、多官能酸などが挙げられる。これらの中でも、芳香族ジカルボン酸が特に好ましい。
【0029】
前記芳香族ジカルボン酸としては、特に制限はなく、目的に応じて適宜選択することができ、例えば、テレフタル酸、イソフタル酸、ジフェニルジカルボン酸、ジフェニルスルホンジカルボン酸、ナフタレンジカルボン酸、ジフェノキシエタンジカルボン酸、5−ナトリウムスルホイソフタル酸などが挙げられる。
これらの中でも、テレフタル酸、イソフタル酸、ジフェニルジカルボン酸、ナフタレンジカルボン酸が好ましく、テレフタル酸、ジフェニルジカルボン酸、ナフタレンジカルボン酸がより好ましい。
【0030】
前記脂肪族ジカルボン酸としては、例えば、シュウ酸、コハク酸、エイコ酸、アジピン酸、セバシン酸、ダイマー酸、ドデカンジオン酸、マレイン酸、フマル酸が挙げられる。
前記脂環族ジカルボン酸としては、例えば、シクロヘキシンジカルボン酸などが挙げられる。
前記オキシカルボン酸としては、例えば、p−オキシ安息香酸などが挙げられる。
前記多官能酸としては、例えば、トリメリット酸、ピロメリット酸などが挙げられる。
【0031】
前記ジオ−ル成分としては、特に制限はなく、目的に応じて適宜選択することができ、例えば、脂肪族ジオール、脂環族ジオール、芳香族ジオール、ジエチレングリコール、ポリアルキレングリコールなどが挙げられる。
これらの中でも、脂肪族ジオールが特に好ましい。
【0032】
前記脂肪族ジオールとしては、例えば、エチレングリコール、プロパンジオール、ブタンジオール、1,4ブチレングリコール、ペンタンジオール、ヘキサンジオール、ネオペンチルグリコール、トリエチレングリコールなどが挙げられる。
これらの中でも、エチレングリコール、1,4ブチレングリコール、プロパンジオール、ブタンジオールが特に好ましい。
前記脂環族ジオールとしては、例えば、シクロヘキサンジメタノールなどが挙げられる。
前記芳香族ジオールとしては、例えば、ビスフェノールA、ビスフェノールSなどが挙げられる。
【0033】
このようなポリエステル樹脂の具体例としては、PET(ポリエチレンテレフタエレート)、PEN(ポリエチレンナフタレート)、PTT(ポリトリメチレンテレフタレート)、PBT(ポリブチレンテレフタレート)、PBN(ポリブチレンナフタレート)PLA(ポリ乳酸)、PBS(ポリブチレンサクシネート)、PHN(ポリヘキサメチレンナフタレート)、PHT(ポリヘキサメチレンテレフタレート)などが挙げられる。
これらの中でも、PET、PBT、PEN、PBSが好ましく、PET、PBTが特に好ましい。
【0034】
前記ポリエステル樹脂の数平均分子量としては、特に制限はなく、目的に応じて適宜選択することができるが、12,000〜40,000が好ましく、18,000〜40,000がより好ましく、18,500〜30,000が特に好ましい。前記数平均分子量が、12,000未満であると、紡糸の際に前記ボイド含有糸製造用素糸の力学強度が不足することがあり、40,000を超えると、前記ボイド含有糸製造用素糸の重合が困難になることがある。
【0035】
前記ポリエステル樹脂の溶融粘度としては、特に制限はなく、目的に応じて適宜選択することができるが、50Pa・s〜700Pa・sが好ましく、70Pa・s〜500Pa・sがより好ましく、80Pa・s〜300Pa・sが特に好ましい。前記溶融粘度が大きい方が、前記ボイド含有糸製造用素糸をボイド含有糸の製造に用いた場合、延伸時に空洞を発現しやすいが、前記溶融粘度が50Pa・s〜700Pa・sであると、紡糸の際に、樹脂の押出しがしやすくなることや、樹脂の流れが安定して滞留が発生しづらくなり、品質が安定する点で好ましい。
また、前記溶融粘度が50Pa・s〜700Pa・sであると、前記ボイド含有糸製造用素糸をボイド含有糸の製造に用いた場合、延伸時に延伸張力が適切に保たれるために、均一に延伸しやすくなり、破断しづらくなることがある点で好ましい。
更に、前記溶融粘度が50Pa・s〜700Pa・sであると、紡糸の際にノズルから押し出される溶融樹脂の形態が維持化しやすくなり、安定的に成形できたり、製品が破損しにくくなったりするなど、物性が高まる点で好ましい。
【0036】
なお、前記ポリエステル樹脂として、前記ジカルボン酸成分と前記ジオール成分とが、それぞれ一種で重合してポリマーを形成していてもよく、前記ジカルボン酸成分及び/又は前記ジオール成分が、2種以上で共重合してポリマーを形成していてもよい。また、前記ポリエステル樹脂として、2種以上のポリマーをブレンドして使用してもよい。
【0037】
前記2種以上でのポリマーのブレンドにおいて、主たるポリマーに対して添加されるポリマーは、前記主たるポリマーに対して、溶融粘度及び極限粘度が近く、添加量が少量である方が、紡糸の際に、溶融樹脂の押出し時に物性が高まり、押出ししやすくなる点で好ましい。
【0038】
また、前記ポリエステル樹脂の流動特性の改良、光線透過性の制御、塗布液との密着性の向上などを目的として、前記ポリエステル樹脂に対してポリエステル樹脂以外の樹脂を添加してもよい。
【0039】
−−その他の成分−−
前記樹脂組成物における前記その他の成分としては、特に制限はなく、目的に応じて適宜選択することができ、例えば、フィラー、耐熱安定剤、酸化防止剤、紫外線吸収剤、有機の易滑剤、核剤、染料、顔料、難燃剤、離型剤、分散剤、カップリング剤などが挙げられる。
前記その他の成分がボイド含有糸内部の空洞の発現に寄与したかどうかは、空洞内又は空洞の界面部分に、結晶性を有するポリマー以外の成分(例えば、後述する各成分など)が検出されるかどうかで判別できる。例えば、エネルギ−分散型X線分析装置付き走査型電子顕微鏡や顕微ラマン法などで検出可能である。
【0040】
−−−酸化防止剤−−−
前記酸化防止剤としては、特に制限はなく、目的に応じて適宜選択することができ、例えば、フェノール系化合物、イオウ系化合物、リン系化合物などが挙げられる。これらは、1種単独で使用してもよく、2種以上を併用してもよい。
これらの中でも、前記酸化防止剤は、公知のヒンダードフェノールが特に好ましい。前記ヒンダードフェノールとしては、例えば、イルガノックス1010(チバ・スペシャルティ・ケミカルズ社製)、スミライザーBHT、スミライザーGA−80(いずれも、住友化学株式会社製)などの商品名で市販されている酸化防止剤などが挙げられる。
また、前記酸化防止剤を一次酸化防止剤として利用し、更に二次酸化防止剤を組み合わせて適用することもできる。前記二次酸化防止剤としては、例えば、スミライザーTPL−R、同スミライザーTPM、同スミライザーTP−D(いずれも、住友化学株式会社製)などの商品名で市販されている酸化防止剤などが挙げられる。
【0041】
−−−離型剤−−−
前記離型剤としては、特に制限はなく、目的に応じて適宜選択することができ、例えば、カルナバワックス等の植物系ワックス、蜜蝋、ラノリン等の動物系ワックス;モンタンワックス等の鉱物系ワックス;パラフィンワックス、ポリエチレンワックス等の石油系ワックス;ひまし油又はその誘導体、脂肪酸又はその誘導体等の油脂系ワックスなどが挙げられる。
高級脂肪酸誘導体としては、例えば、ラウリン酸、ステアリン酸、モンタン酸等の高級脂肪酸と一価又は二価以上のアルコールとのエステル等が挙げられる。
【0042】
−−−難燃剤−−−
前記難燃剤としては、特に制限はなく、目的に応じて適宜選択できるが、臭素系難燃剤が特に好ましい。前記臭素系難燃剤としては、高分子量有機ハロゲン化合物、低分子量有機ハロゲン化合物等の有機ハロゲン系難燃剤を、1種単独で使用してもよく、2種以上併用してもよい。また、リン系難燃剤、無機系難燃剤を用いてもよい。
【0043】
<<溶融方法>>
前記樹脂組成物を溶融する方法としては、特に制限はなく、目的に応じて適宜選択することができ、例えば、前記樹脂組成物を加熱溶融させる方法などが挙げられる。
前記加熱の温度としては、特に制限はなく、前記樹脂組成物中の樹脂の種類などに応じて適宜選択することができる。前記溶融された樹脂組成物は、高温の粘調な液状となり、ノズルから押出しされる。また、前記溶融された樹脂組成物は、必要に応じて、脱揮されることが好ましい。
【0044】
<<紡糸方法>>
前記溶融された樹脂組成物の紡糸は、該樹脂組成物をノズルから糸状に押出し、冷却することにより行われる。
【0045】
−ノズル−
前記ノズルは、小さな孔が多数形成されたものであり、前記ノズルを通じて前記溶融された樹脂組成物が押出しされることにより、前記樹脂組成物を糸状とすることができる。
前記ノズル開口部の孔の形状としては、特に制限はなく、目的に応じて適宜選択することができ、例えば、円型、異型などが挙げられる。前記異型とは、円型(真円)でない各種異型であることを意味し、例えば、歯車型、楕円型、花びら型、多葉型、星型、C型、Y型、十字型、井型などが挙げられる。
前記ノズル開口部の孔の形状により、前記ボイド含有糸製造用素糸の、前記樹脂組成物の押出し方向に直交する断面の形状が決定され、これにより、ボイド含有糸の延伸方向に直交する断面の形状も決定される。
【0046】
−押出し速度−
前記ボイド含有糸製造用素糸は、未延伸糸(UDY:undrawn yarn)である。ここで、未延伸糸とは、繊維の形をしているが、分子鎖の配向度が低く、そのまま3倍〜4倍に容易に伸ばすことができて元に戻らない糸をいう。
前記未延伸糸を製造する際の押出し速度としては、特に制限はなく、前記樹脂組成物の量や前記ノズル径などに応じて適宜選択することができるが、通常、2,000m/分間程度以下の押出し速度(紡糸速度ともいう)で製造される。
【0047】
−冷却−
前記冷却する方法としては、特に制限はなく、目的に応じて適宜選択することができ、例えば、冷却風で冷却する方法、水槽に溜めた水に通す方法などが挙げられる。
前記冷却温度(風温、水温など)としては、特に制限はなく、目的に応じて適宜選択することができるが、5℃〜60℃が好ましく、10℃〜40℃がより好ましく、15℃〜35℃が特に好ましい。
前記冷却温度が、5℃未満であると、前記ボイド含有糸製造用素糸に内包される(010)面の結晶子サイズが小さすぎて、ボイド含有糸製造用素糸をそのまま延伸してもボイド含有糸を製造できないことがあり、60℃を超えると、前記(010)面の結晶子サイズが大きくなりすぎ、ボイド含有糸の製造に用いる場合、延伸時に切断されてしまうことがある。
【0048】
<<巻取り方法>>
前記巻取り方法としては、特に制限はなく、目的に応じて適宜選択することができ、例えば、ローラで巻き上げる方法などが挙げられる。
【0049】
前記ボイド含有糸製造用素糸(以下、「未延伸糸」と称することがある。)の巻上げ速度(巻き取り速度と称することもある)としては、特に制限はなく、目的に応じて適宜選択することができるが、5m/分間〜1,000m/分間が好ましく、20m/分間〜500m/分間がより好ましく、25m/分間〜200m/分間が特に好ましい。前記巻上げ速度が5m/分間未満であると、ボイド含有糸製造用素糸にムラが出来やすくなることがあり、1,000m/分間を超えると、ボイド含有糸製造用素糸がストレスにより切断することがある。
【0050】
前記ボイド含有糸製造用素糸から前記ボイド含有糸を製造する場合、前記巻取りを行った直後に延伸してもよく、一定の温度で一定時間おいてから延伸してもよい。この一定温度で一定時間おくことを、本発明ではアニールと称することがある。
前記アニールの温度及び時間としては、特に制限はなく、目的に応じて適宜選択することができる。
【0051】
<用途>
前記ボイド含有糸製造用素糸は、内包される結晶核の結晶子サイズ及び結晶化度などが、ボイド含有糸の製造に好適な条件であるため、金属様光沢を有し反射率が高く審美性及び意匠性に優れるボイド含有糸の製造に好適に利用可能である。
【0052】
(ボイド含有糸)
本発明のボイド含有糸は、内部に空洞を有する金属様光沢を有する糸であり、本発明の前記ボイド含有糸製造用素糸を延伸することにより製造できる。ここで、前記空洞とは、前記ボイド含有糸内部に存在する、真空状態のドメインもしくは気相のドメインを意味する。
前記ボイド含有糸の断面図の一例を図1A及び図1Bに示す。図1Aは、前記ノズル開口部の孔の形状が円型である場合のボイド含有糸の断面図であり、図1Bは、前記ノズル開口部の孔の形状が異型である場合のボイド含有糸の断面図である。図1A及び図1Bに示すように、ボイド含有糸43は、樹脂部61の内部に空洞60を有する。また、前記ボイド含有糸は、図2B及び図3Bに示すように被覆層12を有していてもよい。
【0053】
<空洞>
<<アスペクト比>>
図2A〜2Cは、前記ボイド含有糸が円型である場合の、アスペクト比を説明するための図であって、図2Aは、前記ボイド含有糸の斜視図であり、図2Bは、図2Aにおける前記ボイド含有糸のA−A’断面図であり、図2Cは、図2Aにおける前記ボイド含有糸のB−B’断面図である。
図3A〜3Cは、前記ボイド含有糸が異型である場合の、アスペクト比を説明するための図であって、図3Aは、前記ボイド含有糸の斜視図であり、図3Bは、図3Aにおける前記ボイド含有糸のA−A’断面図であり、図3Cは、図3Aにおける前記ボイド含有糸のB−B’断面図である。
【0054】
前記アスペクト比とは、前記ボイド含有糸43の表面43aに直交し、かつ、前記空洞の配向方向に直交する方向(A−A’断面)における空洞60の平均径をr(μm)(図2B及び図3B参照)とし、前記ボイド含有糸43の表面に直交し、かつ、前記空洞の配向方向(B−B’断面)における空洞60の平均の長さをL(μm)(図2C及び図3C参照)とした際のL/r比を意味する。
【0055】
前記アスペクト比は、以下の方法により算出できる。
(1)前記A−A’断面及び前記B−B’断面を、それぞれエポキシ樹脂などで包埋してカミソリやミクロトームで切断し、走査型電子顕微鏡で検鏡し、前記各断面写真において計測枠62(図2B及び図3B参照)を、その枠内に空洞が50個〜100個含まれるように設定する。
(2)計測枠62に含まれる空洞の数を測定し、前記縦延伸方向に直交する断面の計測枠62(図2B及び図3B参照)に含まれる空洞の数をm個、前記縦延伸方向に平行な断面の計測枠62(図2C及び図3C参照)に含まれる空洞の数をn個とする。
(3)前記A−A’断面に含まれる空洞の1個ずつの最大径(ri)を測定し、その平均径をrとし(図2B及び図3B参照)、前記B−B’断面の計測枠62(図2C及び図3C参照)に含まれる空洞の1個ずつの最長部分の長さ(Li)を測定し、その平均の長さをLとする。
即ち、r及びLは、それぞれ下記の式(1)及び式(2)で表すことができ、これによりアスペクト比L/rを算出することができる。
r=(Σri)/m ・・・式(1)
L=(ΣLi)/n ・・・式(2)
【0056】
前記アスペクト比としては、10以上であるが、10〜100であることが好ましく、15〜100がより好ましく、20〜90が特に好ましい。前記アスペクト比が、10未満であると反射率が低下することがあり、100を超えると力学特性の低下が起こることがある。前記アスペクト比が10〜100であると、反射、断熱などの諸性能と力学特性との両立の点で有利である。
【0057】
なお、前記空洞の配向方向とは、通常、延伸方向を示す。通常は、製造時に前記ボイド含有糸製造用素糸の流れる方向に沿って縦延伸を行うため、この縦延伸の方向が前記空洞の配向方向になる。
【0058】
<<空洞の占有面積>>
また、前記ボイド含有糸は、その長さ方向(延伸方向)に直交する任意の断面における前記ボイド含有糸の断面積をa(μm2)とし、前記断面における空洞の断面積をA(μm2)としたとき、これらの比(A/a)の平均が0.05以上、0.4以下であることが好ましい。
前記断面における各断面積は、例えば、光学顕微鏡や電子顕微鏡の画像により計測することができる。
【0059】
また、前記ボイド含有糸は、太さ方向の空洞の平均の個数Pと、結晶性を有する樹脂部と空洞との屈折率差ΔNとの積が、2以上が好ましく、2.5以上がより好ましく、3以上が特に好ましい。前記ΔNと前記Pとの積が、2未満であると反射率が低下することがある。
【0060】
ここで、前記太さ方向の空洞の個数とは、前記ボイド含有糸43の表面43aに直交し、かつ、前記空洞の配向方向に直交する方向を含む面(図2A及び図3AにおけるA−A’断面、即ち、太さ方向断面)において、太さ方向に含まれる空洞60の個数を意味する。
前記ボイド含有糸における太さ方向の空洞の平均の個数Pとしては、特に制限はなく、目的に応じて適宜選択することができるが、5個以上が好ましく、10個以上がより好ましく、15個以上が特に好ましい。
前記太さ方向の空洞の個数は、例えば、光学顕微鏡や電子顕微鏡の画像により測定することができ、これらの画像上において、太さ方向に複数の直線をそれぞれ平行にひき、該複数の直線上に存在する空洞の個数の平均値を算出することで、平均の個数Pを求めることができる。
【0061】
また、前記結晶性を有する樹脂部61とは、前記ボイド含有糸43において空洞以外の部分(結晶性を有する樹脂よりなる部分)を指す(図1A及び図1Bの斜線部)。
前記ボイド含有糸における結晶性を有する樹脂部と空洞との屈折率差ΔNは、具体的には、を有する樹脂部の屈折率をN1として、空洞の屈折率をN2とした際に、N1とN2との差であるΔN(=N1−N2)の値を意味する。
前記結晶性を有する樹脂部や空洞の屈折率N1、N2は、例えば、アッベ屈折計などにより測定することができる。
【0062】
このように、前記ボイド含有糸は、その内部に前記空洞を有していることにより、例えば、金属様光沢、反射率、隠蔽性、断熱性、クッション性などにおいて、様々な優れた特性を有している。即ち、前記ボイド含有糸の内部の空洞の態様を変化させることで、金属様光沢、反射率、隠蔽性、断熱性、クッション性などの特性を調節することができる。
【0063】
<平均直径>
前記ボイド含有糸の平均直径としては、特に制限はなく、目的に応じて適宜選択することができるが、5μm〜200μmが好ましく、5μm〜100μmがより好ましく、5μm〜50μmが特に好ましい。前記ボイド含有糸の平均直径が、5μm未満であると、延伸の際に切断されることや、十分な空洞が空かず、十分な金属様光沢や高い反射率を得ることができないことがあり、200μmを超えると、空洞の比率が多すぎ、色味が悪くなることや、剛直になるため、更に加工をして布を織ったりした際に風合いに劣ることがある。また例えば、FRP(繊維強化プラスチック)などの複合材料に用いる際に、所望の形態が得にくいことがある。一方、前記ボイド含有糸の平均直径が前記特に好ましい範囲内であると、十分な金属様光沢や高い反射率を得ることができる点で有利である。
なお、前記ボイド含有糸の平均直径とは、前記ボイド含有糸が円型の場合、前記ボイド含有糸の長さ方向に直交する方向における断面における最大径の平均をいい、前記ボイド含有糸が異型の場合、該ボイド含有糸の長さ方向に直交する方向における断面における最長部分の長さをいう。
ここで、例えば、前記ボイド含有糸をカミソリやミクロトームにより切断後、前記ボイド含有糸の直径は、断面SEMの写真により測定することができる。
【0064】
<反射率>
前記ボイド含有糸の反射率(%)とは、文字通り前記ボイド含有糸を布形状に織ったり、編んだりした際の反射性のことである。
前記反射率(%)としては、特に制限はなく、目的に応じて適宜選択することができるが、30%以上が好ましく、50%以上がより好ましく、60%以上が特に好ましい。前記反射率が、30%未満であると、前記ボイド含有糸の審美性や意匠性が低下することがある。なお、反射率は高い方が、金属様光沢による審美性及び意匠性に優れるため、その上限に臨界的な意義はない。
前記反射率は、例えば、分光光度計、積分球などにより測定することができる。
【0065】
<密度>
前記ボイド含有糸の密度としては、特に制限はなく、目的に応じて適宜選択することができるが、1.20g/cm3以下が好ましく、0.5g/cm3〜1.05g/cm3がより好ましい。
前記密度の測定方法としては、例えば、密度が1.05g/cm3以上の場合は、5mmのボイド含有糸を密度勾配管法により測定することができる。密度が1.05g/cm3未満の場合は、JIS K6920記載の方法において、例えば温度付ゲ−リュサック型ピクノメータ(25mL)にボイド含有糸を1g程度の重量を電子天秤で精確に秤量して測定することができる。
【0066】
<被覆層>
前記ボイド含有糸は、被覆層を有していてもよい。
前記被覆層の材料としては、前記発明の効果を損なわない限り、特に制限はなく、目的に応じて適宜選択することができ、例えば、ポリオレフィン類やフッ素樹脂等の疎水的なポリマー、UV硬化性ポリマーなどが挙げられる。これにより、特に耐水性、耐加水分解性、引っ張り弾性率、及び耐折れ曲げ性などを向上させることができる。
また、前記被覆層に、染料を含有していてもよい。例えば、ブラックやブルー等の染料を含むポリマーを前記ボイド含有糸に被覆することにより、メタリックブラックやメタリックブルーなどの金属様光沢を有する糸を得ることができ、前記ボイド含有糸の用途の幅が広がる点で好ましい。
前記被覆層の厚みとしては、特に制限はなく、目的に応じて適宜選択することができ、例えば、前記ボイド含有糸の断面(前記樹脂部及び空洞部を含む)における半径の3%〜30%が好ましい。前記被覆層の厚みが、前記ボイド含有糸の断面における半径の3%未満であると、力学特性が十分に付与できないということがあり、前記ボイド含有糸の断面における半径の30%を超えると、繊維としてのしなやかさや肌触りが不足することや、生産性が低下することがある。
【0067】
<製造方法>
前記ボイド含有糸は、本発明の前記ボイド含有糸製造用素糸を延伸することにより製造できる。
【0068】
<<延伸方法>>
前記ボイド含有糸製造用素糸を延伸する方法としては、特に制限はなく、目的に応じて適宜選択することができるが、いずれの延伸方法においても、製造時に前記ボイド含有糸製造用素糸の流れる方向に沿って延伸が行われることが好ましく、前記ボイド含有糸製造用素糸を、ネッキングが発現するように延伸することがより好ましい。
ここで、前記ネッキングとは、未延伸原糸であるボイド含有糸製造用素糸の延伸時に生じるくびれ状の変形を意味する(高分子工学講座6 プラスチック成形加工 高分子学会編集、地人書院発行、昭和41年4月25日初版発行参照)。また、前記延伸時において、前記ボイド含有糸製造用素糸がくびれながら変形し、くびれ部分では急激に断面が減少する現象を「ネッキングが発現した」と定義する。
【0069】
図4は、延伸方法の一例を示す図である。図4に示すように、ボイド含有糸製造用素糸5は、例えば、25℃〜150℃に調整された加熱炉30内に挿入され、ニップロール41と42の回転速度差をつけて引張力を付与することにより延伸し、ネッキングを起こすことにより空洞を有するボイド含有糸43が作製される。場合によっては、加熱炉30を除き、ニップロール41を加温(25℃〜150℃)するだけでも同様のボイド含有糸43を作製できる。図4において、31はアニーリング処理炉、32は巻取り装置を表す。
具体的には、ボイド含有糸製造用素糸5(未延伸糸)が延伸されるとともに、その内部に延伸方向を長軸とした空洞が形成されることで、本発明のボイド含有糸43が得られる。
【0070】
延伸により空洞が形成される理由としては、前記ボイド含有糸製造用素糸を構成する少なくとも1種類の結晶性を有するポリマーが、延伸し難い微結晶を有し、延伸時にこの伸張し難い微結晶と他の延伸し難い微結晶の間にある、結晶化の進んでいない非晶相の樹脂が微結晶相との界面や非晶相内部で引きちぎられるような形で剥離延伸されることにより、これが空洞形成源となって空洞が形成されるものと考えられる。
なお、このような延伸による空洞形成は、結晶性を有するポリマーが一種類の場合だけではなく、2種類以上の結晶性を有するポリマーが、ブレンド又は共重合されている場合であっても可能である。
【0071】
一般に、延伸においては、ロールの組合せやロール間の速度差により、延伸の段数や延伸速度を調節することができる。
前記縦延伸の段数としては、1段以上であれば、特に制限はなく、目的に応じて適宜選択することができる。
【0072】
なお、特に最近、糸に機能性を持たせるために糸を更に細径化することが検討されているが、更に細径化したボイド含有糸を得るために、繊維構造は変化させずに繊維径のみを極細化する、流動延伸工程などを採用することもできる。このような方法によって、ボイド含有糸の平均直径を10μm以下の極細径にすることもできる。
【0073】
−延伸速度−
前記延伸の延伸速度としては、本発明の効果を損なわない限り、特に制限はなく、目的に応じて適宜選択することができるが、50m/分間〜5,000m/分間が好ましく、100m/分間〜1,000m/分間がより好ましい。前記延伸速度が、50m/分間未満であると、十分なネッキングが発生しにくくなり、空隙の出来方が均一でなくなるため太さムラや、金属様光沢のムラが出やすいことがある。前記延伸速度が5,000m/分間を超えると、糸が破断しやすくなって、歩留まりが低下するほか、ハンドリング性を維持するために設備が複雑になりコストもかかることがある。
一方、前記延伸速度が、50m/分間以上であると、十分なネッキングを発現させやすい点で好ましい。また、前記延伸速度が、5,000m/分間以下であると、糸が破断しづらく、均一な延伸がしやすくなり、特に、高速延伸を目的とした大型な延伸装置を必要とせず、コストを低減できる点で好ましい。
【0074】
−延伸温度−
延伸時の温度としては、特に制限はなく、目的に応じて適宜選択することができるが、
延伸温度をT(℃)、ガラス転移温度をTg(℃)としたときに、
(Tg−30)≦T≦(Tg+50)
で示される範囲の延伸温度T(℃)で延伸することが好ましく、
(Tg−25)≦T≦(Tg+45)
で示される範囲の延伸温度T(℃)で延伸することがより好ましく、
(Tg−20)≦T≦(Tg+40)
で示される範囲の延伸温度T(℃)で延伸することが特に好ましい。
【0075】
一般に、延伸温度(℃)が高いほど延伸張力も低めに抑えられて容易に延伸できるが、前記延伸温度(℃)が、{ガラス転移温度(Tg)+50}℃以下であると、空洞が形成される体積割合が高くなり、アスペクト比が好ましい範囲になりやすい点で好ましい。また、前記延伸温度(℃)が、{ガラス転移温度(Tg)−30}℃以上であると、十分に空洞が発現する点で好ましい。
ここで、前記延伸温度T(℃)は、非接触式温度計により計測することができる。また、前記ガラス転移温度Tg(℃)は、示差熱分析装置(DSC)により計測することができる。
【0076】
なお、前記延伸後のボイド含有糸は、形状安定化などの目的で、更に熱を加えて熱収縮させたり、張力を加える等の処理をしたりしてもよい。
【0077】
<得率>
本発明のボイド含有糸製造素糸を延伸して得られる金属様光沢を有するボイド含有糸の得率は、事業目的や採算性等により目標設定されるものであって特に制限はない。
前記得率は、例えば、延伸が始まった後、5秒間経過後から100mに渡ってボイド含有糸をサンプリングし、その全長に対して目視検査にて透明から乳白色の部分を切除して残った長さ(m)を(A)とし、下記計算式(I)より算出することができる。
ボイド含有糸得率(%)=(A)/100×100・・・式(I)
【0078】
<用途>
前記ボイド含有糸は、本発明の前記ボイド含有糸製造用素糸を用いて製造されるため、均一に延伸されたものであり、そのため、金属様光沢を有する反射率の高い審美性及び意匠性に優れたものである。前記ボイド含有糸は、その中に連通しないボイドを含み、軽く、断熱性、遮光性にも優れるため衣料や建築材料、医療材料、電子機器部材、電気自動車部材等の各種用途に好適に用いることができる。
【実施例】
【0079】
以下に本発明の実施例を挙げて本発明を具体的に説明するが、本発明はこれらの実施例に何ら限定されるものではない。
【0080】
(実施例1)
<ボイド含有糸製造用素糸(未延伸糸)の作製>
極限粘度(IV)0.72、ガラス転移温度(Tg)37℃のポリブチレンテレフタレート(PBT)樹脂(ウインテックポリマー社製)を、溶融紡糸機(スクリュー径35mmφの単軸溶融押出機(株式会社中部化学機械製作所製)を用いて255℃で溶融し、水中を通して冷却固化することにより、実施例1のボイド含有糸製造用素糸を作製した。また、冷却後のボイド含有糸製造用素糸は、巻上げ速度35m/分間で巻取りを行った。なお、溶融紡糸機のノズル開口部の孔の形状は略円形であり、ボイド含有糸製造用素糸を固化するための水温は、30℃に設定した。
【0081】
<ボイド含有糸製造用素糸の評価>
以下に示す方法で、ボイド含有糸製造用素糸の(010)面の結晶面の結晶子サイズ、結晶化度、ボイド含有糸製造用素糸の平均直径、及び反射率を測定した。結果を表2に示す。
【0082】
−ボイド含有糸製造用素糸内部の(010)面の結晶面の結晶子サイズの測定−
X線回折装置(RINT−TTR III、株式会社リガク製)を用い、糸を幅25mmになるようにガラス試料ホルダー上に並べて貼り付けて測定した。結晶ピークと非晶ピーク(2θ=21°)とのピーク分離を行った。各ピークの半値幅を用いて、結晶子サイズをScherrerの式(Scherrer係数=0.9)からボイド含有糸製造用素糸内部の(010)面の結晶面の結晶子サイズ(nm)を求めた。
【0083】
−結晶化度の測定−
ボイド含有糸製造用素糸の結晶化度(%)は、四塩化炭素/ヘプタン混合溶液を使用した密度勾配管法により測定した。
【0084】
−ボイド含有糸製造用素糸の平均直径の測定−
ボイド含有糸製造用素糸の平均直径(μm)は、該ボイド含有糸製造用素糸を製造する際の樹脂の押出し方向に直交する断面をカミソリにより切断後、断面SEMの写真により直径の最大径を測定し、その平均値を算出した。
【0085】
−反射率の測定−
分光光度計(V−570、日本分光株式会社製)と積分球(ILN−472、日本分光株式会社製)を用いて550nmの波長でボイド含有糸の光線反射率(%)を測定した。
【0086】
<ボイド含有糸の作製>
ボイド含有糸製造用素糸の延伸は、2組の延伸ニップローラーと、その間に設置したプレートヒーターとを用いて行った。即ち、ボイド含有糸製造用素糸1を39℃の加温雰囲気下で、35m/分間の速度のニップローラー(低速ニップローラーと)195m/分間の速度のニップローラー(高速ニップローラー)で一軸延伸(倍率:5.5倍)した。この際、ボイド含有糸製造用素糸は、ネッキングを発現しながら延伸された。これにより実施例1のボイド含有糸を作製した。
【0087】
<ボイド含有糸の評価>
以下に示す方法で、ボイド含有糸の得率を算出し、ボイド含有糸の平均直径、反射率、及びアスペクト比の測定を行った。また、以下に示す方法で、ボイド含有糸の金属様光沢の官能評価を行った。結果を表2に示す。
【0088】
−ボイド含有糸の得率の算出−
ボイド含有糸の得率は、下記計算式(I)より算出した。
ボイド含有糸得率(%)=(A)/100×100・・・式(I)
ただし、前記式(I)において、(A)は、ネック延伸が始まった後、5秒間経過後から100mに渡ってボイド含有糸をサンプリングし、その全長に対して目視検査にて透明から乳白色の部分を切除して残った長さ(m)を示す。なお、得率は70%以上であることが連続生産性の観点で好ましい。
【0089】
−ボイド含有糸の平均直径の測定−
ボイド含有糸の平均直径(μm)は、該ボイド含有糸の延伸方向に直交する断面をカミソリにより切断後、断面SEMの写真により直径を測定し、その最大径の平均値を算出した。
【0090】
−反射率の測定−
分光光度計(V−570、日本分光株式会社製)と積分球(ILN−472、日本分光株式会社製)を用いて550nmの波長でボイド含有糸の光線反射率(%)を測定した。
【0091】
−アスペクト比の測定−
ボイド含有糸の表面に直交し、かつ、縦延伸方向に直交する断面(図2B参照)と、前記ボイド含有糸の表面に直交し、かつ、前記縦延伸方向に平行な断面(図2C参照)を、カミソリにより切断し、走査型電子顕微鏡を用いて300倍〜3,000倍の適切な倍率で検鏡し、前記各断面写真において計測枠62(図2B参照)をそれぞれ設定した。この計測枠62は、その枠内に空洞が50個〜100個含まれるように設定した。
次に、計測枠62に含まれる空洞の数を測定し、前記縦延伸方向に直交する断面の計測枠62(図2B参照)に含まれる空洞の数をm個、前記縦延伸方向に平行な断面の計測枠62(図2C参照)に含まれる空洞の数をn個とした。
そして、前記縦延伸方向に直交する断面の計測枠62(図2B参照)に含まれる空洞の1個ずつの最大径(ri)を測定し、その平均径をrとした。また、前記縦延伸方向に平行な断面の計測枠62(図2C参照)に含まれる空洞の1個ずつの最長部分の長さ(Li)を測定し、その平均の長さをLとした。
即ち、r及びLは、それぞれ下記の式(1)及び式(2)で表すことができる。
r=(Σri)/m ・・・式(1)
L=(ΣLi)/n ・・・式(2)
そして、L/rを算出し、アスペクト比とした。
【0092】
−金属様光沢の官能評価−
延伸後のボイド含有糸を20本採取し、黒色板上に緊密に並べて貼りつけたものを評価サンプルとした。一方、AL製ワイヤー(φ0.12mm)20本を前記ボイド含有糸と同様に黒色板上に緊密に並べて貼りつけたものを参照サンプルとして用意した。
これらのサンプルを、金属様光沢糸の専門パネリスト5名が、白色蛍光灯下で目視にて比較した。このとき、サンプル表面の照度は1,300Lxから1,500Lxとした。前記照度は、ポケット照度計(ANA−F9、東京光電株式会社製)にて測定した。
ボイド含有糸の金属様光沢が、前記参照サンプルと同等以上であると判断したパネリストの人数を評点(1〜5)とした。即ち、評点が高いほど良好な金属様光沢を示す。結果を、表2に示す。また、このときの外観及び状態について併せて表2に示す。
【0093】
(実施例2〜6及び比較例1〜9)
実施例1のボイド含有糸製造用素糸(未延伸糸)の作製において、樹脂及び溶融紡糸条件を、下記表1に記載の実施例2〜6及び比較例1〜9の条件に従ったこと以外は、実施例1と同様の方法で実施例2〜6及び比較例1〜9のボイド含有糸製造用素糸を製造し、実施例1と同様の方法で、各ボイド含有糸製造用素糸の結晶化度、(010)面の結晶面の結晶子サイズ、ボイド含有糸製造用素糸の平均直径、及び反射率を測定した。結果を表2に示す。
なお、極限粘度(IV)0.69、ガラス転移温度(Tg)36℃のポリブチレンテレフタレート(PBT)樹脂はダイセル化学工業株式会社製、極限粘度(IV)0.7、ガラス転移温度(Tg)75℃のポリエチレンテレフタレート(PET)及び極限粘度(IV)0.76、ガラス転移温度(Tg)75℃のポリエチレンテレフタレート(PET)は富士フイルム株式会社製のものを用いた。
【0094】
また、実施例1のボイド含有糸の作製において、実施例2〜6及び比較例1〜9で作製したボイド含有糸製造用素糸を用い、下記表1に記載実施例2〜6及び比較例1〜9の条件に従ったこと以外は、実施例1と同様の方法で実施例2〜6及び比較例1〜9のボイド含有糸を製造し、実施例1と同様の方法で、ボイド含有糸の得率の算出、並びに、ボイド含有糸の平均直径、反射率及びアスペクト比の測定、並びに金属様光沢の官能評価を行った。結果を表2に示す。
なお、比較例1及び5は、金属様光沢が認められず、比較例2及び4は白色の濁りが認められたものの金属様光沢は認められず、比較例3及び6〜9は、延伸時に切断したため、これらの比較例1〜9の素糸を用いた場合、金属様光沢を有するボイド含有糸を安定して得ることができなかった。
【0095】
実施例1〜6及び比較例1〜9のボイド含有糸製造用素糸及びボイド含有糸の作製条件を下記表1にまとめて示す。また、実施例1〜6及び比較例1〜9の評価結果を下記表2に示す。
また、図5は、実施例1〜6及び比較例1〜9のボイド含有糸の得率と、ボイド含有糸製造用素糸の結晶核の(010)面の結晶子サイズとの関係をプロットした散布図を示した。図6は、実施例1〜6及び比較例1〜9のボイド含有糸の得率と、ボイド含有糸製造用素糸の結晶化度との関係をプロットした散布図を示した。
【0096】
【表1】
【0097】
【表2】
【0098】
表2及び図5〜7の結果より、実施例1〜6のボイド含有糸製造用素糸を延伸することによりボイド含有糸を安定して効率よく製造でき、該ボイド含有糸製造用素糸を延伸して得られたボイド含有糸は、金属様光沢を有し反射率が高く審美性及び意匠性に優れることが分かった。
一方、比較例1〜9より、(010)面の結晶面の結晶子サイズが、2nm未満であると、ボイド含有糸を得ることができず、5nmを超えると、ボイド含有糸製造用素糸を延伸する際断線することがわかった。また、結晶化度が、5%以下であると、ボイド含有糸を得ることができず、15%を超えると、ボイド含有糸製造用素糸を延伸する際断線することや、極度のムラが発生することがわかった。
【産業上の利用可能性】
【0099】
本発明のボイド含有糸製造用素糸は、内部の結晶核の結晶子サイズ及び結晶化度が、ボイド含有糸の製造に好適な条件であるため、金属様光沢を有し反射率が高く審美性及び意匠性に優れるボイド含有糸を安定して効率よく製造するために好適である。
前記ボイド含有糸は、本発明の前記ボイド含有糸製造用素糸を用いて製造されるため、均一に延伸されたものであり、そのため、金属様光沢を有する反射率の高い審美性及び意匠性に優れたものである。前記ボイド含有糸は、その中に連通しないボイドを含み、軽く、断熱性、遮光性にも優れるため衣料や建築材料、医療材料、電子機器部材、電気自動車部材等の各種用途に好適に用いることができる。
【符号の説明】
【0100】
5 ボイド含有糸製造用素糸
12 被覆層
30 加熱炉
31 アニーリング処理炉
32 巻取り装置
41 ニップロール
42 ニップロール
43 ボイド含有糸
43a ボイド含有糸の表面
60 空洞
61 樹脂部
62 計測枠
【特許請求の範囲】
【請求項1】
内部に独立した空洞を有するボイド含有糸を製造するためのボイド含有糸製造用素糸であって、
延伸されると、内部に、延伸方向に配向した状態で前記空洞が形成され、該空洞の平均の長さをL(μm)とし、前記空洞の配向方向と直交方向における該空洞の平均径をr(μm)とした際のL/r比が10以上であり、
(010)面の結晶面の結晶子サイズが2nm〜5nmの結晶核を内包し、結晶化度が5%〜15%であることを特徴とするボイド含有糸製造用素糸。
【請求項2】
平均直径が10μm〜500μmである請求項1に記載のボイド含有糸製造用素糸。
【請求項3】
結晶性ポリマーからなる請求項1から2のいずれかに記載のボイド含有糸製造用素糸。
【請求項4】
反射率が0.1%〜10%であり、延伸されて得られたボイド含有糸の反射率が30%〜90%である請求項1から3のいずれかに記載のボイド含有糸製造用素糸。
【請求項5】
請求項1から4のいずれかに記載のボイド含有糸製造用素糸を延伸することにより得られるボイド含有糸であって、
内部に、延伸方向に配向した状態で前記空洞が形成され、該空洞の平均の長さをL(μm)とし、前記空洞の配向方向と直交方向における該空洞の平均径をr(μm)とした際のL/r比が10以上であることを特徴とするボイド含有糸。
【請求項1】
内部に独立した空洞を有するボイド含有糸を製造するためのボイド含有糸製造用素糸であって、
延伸されると、内部に、延伸方向に配向した状態で前記空洞が形成され、該空洞の平均の長さをL(μm)とし、前記空洞の配向方向と直交方向における該空洞の平均径をr(μm)とした際のL/r比が10以上であり、
(010)面の結晶面の結晶子サイズが2nm〜5nmの結晶核を内包し、結晶化度が5%〜15%であることを特徴とするボイド含有糸製造用素糸。
【請求項2】
平均直径が10μm〜500μmである請求項1に記載のボイド含有糸製造用素糸。
【請求項3】
結晶性ポリマーからなる請求項1から2のいずれかに記載のボイド含有糸製造用素糸。
【請求項4】
反射率が0.1%〜10%であり、延伸されて得られたボイド含有糸の反射率が30%〜90%である請求項1から3のいずれかに記載のボイド含有糸製造用素糸。
【請求項5】
請求項1から4のいずれかに記載のボイド含有糸製造用素糸を延伸することにより得られるボイド含有糸であって、
内部に、延伸方向に配向した状態で前記空洞が形成され、該空洞の平均の長さをL(μm)とし、前記空洞の配向方向と直交方向における該空洞の平均径をr(μm)とした際のL/r比が10以上であることを特徴とするボイド含有糸。
【図1A】

【図1B】
【図2A】
【図2B】
【図2C】
【図3A】
【図3B】

【図3C】
【図4】
【図5】
【図6】

【図1B】
【図2A】
【図2B】
【図2C】
【図3A】
【図3B】
【図3C】
【図4】
【図5】
【図6】
【公開番号】特開2012−140721(P2012−140721A)
【公開日】平成24年7月26日(2012.7.26)
【国際特許分類】
【出願番号】特願2010−293946(P2010−293946)
【出願日】平成22年12月28日(2010.12.28)
【出願人】(306037311)富士フイルム株式会社 (25,513)
【Fターム(参考)】
【公開日】平成24年7月26日(2012.7.26)
【国際特許分類】
【出願日】平成22年12月28日(2010.12.28)
【出願人】(306037311)富士フイルム株式会社 (25,513)
【Fターム(参考)】
[ Back to top ]