
旭精機工業株式会社により出願された特許
1 - 10 / 56
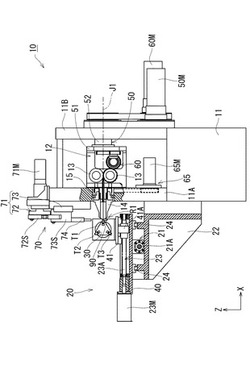
コイルばね計測装置
Notice: Undefined index: from_cache in /mnt/www/gzt_applicant_list.php on line 189
心金支持機構
Notice: Undefined index: from_cache in /mnt/www/gzt_applicant_list.php on line 189
線材成形機
【課題】従来よりも線材を成形するためのスペースを広くすることが可能な線材成形機の提供を目的とする。
【解決手段】本実施形態に係る線材成形機10では、ツール直動駆動機構20が第2可動ベース41を直動させて成形ツールT1の直動位置を制御する。また、ツール回転駆動機構31が成形ツールT1をツール旋回軸J2回りに回転させて、成形ツールT1の線材90に対するツール旋回軸J2回りの相対的な回転位置を制御し、線材回転駆動機構50が線材90を線材送給軸J1回りに回転させて、成形ツールT1の線材90に対する線材送給軸J1回りの相対的な回転位置を制御する。ここで、第2可動ベース41には、ツール回転駆動機構31のみが搭載されているので、従来の線材成形機に比べて、第2可動ベース41周辺をコンパクトにすることができ、線材90を成形するためのスペースを広くすることができる。
(もっと読む)
フォーミングマシン及びスライド駆動装置

【課題】加工ツールによる加圧力のオーバースペックを抑え、生産性を高めることが可能なフォーミングマシン及びスライド駆動装置の提供を目的とする。
【解決手段】フォーミングマシンでは、旋回アームが回転すると、その旋回アームの回転軸J1の回りを周回ピン32が環状溝25Mに沿って回転し、周回ピン32の回転が加工ツールの直動に変換される。そして、加工ツールが上死点から下死点に向かう途中で周回ピン32が半径極小点P1を通過するときに、加工ツールがワークに1次加工を行い、加工ツールが下死点を通過するときに、加工ツールがワークに2次加工を行う。
(もっと読む)
フォーミングマシン
【課題】加工ツールによる押圧力のオーバースペックを防ぎ、生産性を高めることが可能なフォーミングマシンを提供する。
【解決手段】サブモータ22Mを駆動源としたサブスライド駆動機構22の押圧ツール39が、下死点に向かう途中の加工ツール36を一時的に前進方向に押圧することで、メインモータ21Mの動力不足を補う。
(もっと読む)
成形装置
【課題】パンチからのワークの取払いを確実に行うことが可能な成形装置の提供を目的とする。
【解決手段】本発明の成形装置10は、センターパンチ22が成形孔14に向かって前進する途中で、アウターパンチ33の上端部がパンチホルダ21に押されて、アウターパンチ33の下端部の成形部36がストリッパ30の下端面30Bよりダイ13側に突出した状態になり、センターパンチ22が成形孔14に突入して成形された一端有底筒形のワークWにおける開口端に、成形部36によって拡開部Waが成形される。センターパンチ22が成形孔14から後退するときには、パンチホルダ21がストリッパ30の上端面30Aから離間するように移動して、拡開部Waの先端をストリッパ30の下端面30Bに当接させた状態でワークWからセンターパンチ22が抜かれると共に、コイルスプリング37の弾発力によって拡開部Waからアウターパンチ33の成形部36が抜かれる。
(もっと読む)
線材送給装置
【課題】線材太さの変更に対して従来よりも容易に対処することが可能な線材送給装置の提供を目的とする。
【解決手段】本発明の線材送給装置10は、複数の送給ローラ31,31を、少なくとも3つ以上の複数方向から線材送給軸J1を囲む位置に配置し、各送給ローラ31,31を回転可能に支持する複数の回転支持ベース34,34と、複数の回転支持ベース34,34に対して共通して設けられ、各回転支持ベース34,34を線材送給軸J1に対して接近及び離間する方向に直動可能に支持する固定ベース21とを備えている。複数の回転支持ベース34,34のうちの一部を任意の直動位置より線材送給軸J1から離れないように位置調整ボルト25によって位置決め可能とし、残りの回転支持ベース34を付勢力調整ボルト26とバネ35とにより、任意の直動位置より線材送給軸J1から離れないように直動を規制すると共に線材送給軸J1に向けて付勢した。
(もっと読む)
材料搬送装置
【課題】材料の長さのばらつきの影響を抑えて、生産性を高めることが可能な材料搬送装置の提供を目的とする。
【解決手段】本発明の材料搬送装置10では、短冊材90の前端が加工開始位置P2に到達したときに、短冊材90を予め定められた加工ピッチL1ずつ移送する。そして、短冊材90の後端が加工終了位置P5を通過したときに加工ピッチ移送を終了して短冊材90を排出する。このように、材料搬送装置10によれば、短冊材90の前端及び後端の位置を基準にして加工ピッチ移送の開始・終了を行うので、短冊材90の長さのばらつきの影響を抑えて、生産性を高めることができる。
(もっと読む)
ばね研削装置及びばね研削方法
【課題】圧縮コイルばねのコイル長を従来より容易に一定値に集束させることが可能なばね研削装置及びばね研削方法を提供する。
【解決手段】本発明のばね研削装置10では、検出コイル長Hが、上限値Ha未満かつ規定中間値Hbより大きい場合は、砥石昇降用モータ14A,14Bにより特定補正量Jだけ砥石端面間距離Lが狭められると共に、検出コイル長Hが、規定中間値Hb未満である場合は、砥石端面間距離Lの現状が維持される。つまり、検出コイル長Hの増量分が一定の基準量(特定補正量J)に到達するまでは現状を維持する一方、到達したらその基準量に略等しい増量分を0にリセットするように砥石端面間距離Lを補正し、その補正方向は砥石端面間距離Lを狭くする方向のみとなる。これにより、ワーク90のコイル長を従来より容易に一定値に集束させることが可能になる。
(もっと読む)
ばね研削装置及びばね研削方法
【課題】ワーク保持定数より少ない少ロットのワークを研削可能なばね研削装置及びばね研削方法を提供する。
【解決手段】本発明のコイル研削装置10及びばね研削方法によれば、複数のばね収容孔55の一部にのみワーク90が収容されている場合には、ワーク90が可動接触子61の下方に配置されていなければ、接触子引上駆動部64により可動接触子61を引き上げ、ワーク90が可動接触子61の下方に配置されているときに可動接触子61の引き上げを止めさせて検長を行うので、ばね収容孔55群の数であるワーク保持定数より少ない少ロットのワーク90でも研削加工することができる。
(もっと読む)
1 - 10 / 56
[ Back to top ]