
菱星電装株式会社により出願された特許
1 - 8 / 8
自動車用電線
【課題】 導体の細径化を達成しながらも、強度および耐屈曲性に優れ、充分な耐磨耗性を有し、かつハーネス化のための作業性も良好な自動車用電線を提供すること。
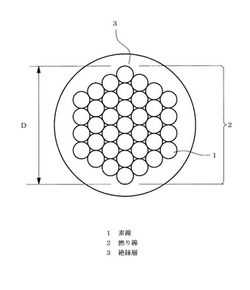
【解決手段】 複数本の素線1からなる撚り線2を絶縁層3によって被覆して自動車用電線を構成するに際し、素線1については、その材料を0.05〜0.7質量%のスズを含有する銅合金とし、線径を0.05〜0.12mmとし、伸線工程中に焼鈍することなく引張強さ300MPa以上とする。また、撚り線2については、前記素線1を10本以上用いて撚り、撚り線外径の30〜50倍のピッチを有する撚りとする。
(もっと読む)
自動車用電線

【課題】 導体の細径化を達成しながらも、耐屈曲性および耐衝撃性に優れ、充分な耐磨耗性を有し、かつハーネス化のための作業性も良好な自動車用電線を提供すること。
【解決手段】 複数本の素線1からなる撚り線2を絶縁層3によって被覆して自動車用電線を構成するに際し、素線1については、その材料を0.05〜0.7質量%のスズを含有する銅合金とし、線径を0.05〜0.12mmとし、伸線工程中に焼鈍して伸び15%以上、引張強さ250MPa以上とする。また、撚り線2については、前記素線1を10本以上用いて撚り、撚り線外径の30〜50倍のピッチを有する撚りとする。
(もっと読む)
接続端子
底板13、第1の側板14、図示しない天板、第2の側板により角筒状の接続部11が形成されている。可動接触片20はその基部20aにより底板13の後方に付設され、その中間部が山形状に形成され、その頂部が挿入される相手側挿込端子に対する接点部20dとされ、接続部11の形成に先立ち可動接触片20は底板13上に折り返されている。底板13には切込みが設けられ、後部を底板13に接続した長方形状の図示しない補強片が底板13から上方に持ち上げられ、その前端部は可動接触片20の接点部20dの下面に接している。接続部11の入口には、底板13の先端に設けられた案内片22が内側に折り曲げられて、可動接触片20の自由端20cを覆って上方への移動を防止すると共に、挿込端子を案内をする役割を果たしている。  (もっと読む)
(もっと読む)
接続端子
接続端子11の前方部は、相手側の舌片状の接続端子11を受け入れるための角筒状の接続部12とされ、後方部にはU字形状の芯線圧着部13a、被覆圧着部13bが設けられている。また、芯線圧着部13aの接続部12側の両側には、上方に向けた板体状の係止片14がその面を長手方向に向けて立ち上げられている。芯線圧着部13aと係止片14の頂部13a’、14’同士は、連結部15によりほぼ直線状に連結され、芯線圧着部13aの根元部が補強される。  (もっと読む)
(もっと読む)
電気コネクタ
リアホルダ1に設けられた錠止アーム4の先端部7は、ハウジング本体21の孔部25に挿入され、錠止アーム4は橋絡状に両端で支持されている。ハウジング本体21が相手側ハウジング41のフード部44内に入り込み、接続端子32、42同士が嵌合し電気的な接続がなされる。錠止アーム4上に設けられた錠止爪5は、一旦下方に撓んでから相手側ハウジング41の錠止爪43の下を潜り抜けた後に復元して、錠止爪43に係止し錠止がなされる。この錠止により、ハウジング本体21と相手側ハウジング41は不時に解離することがなくなる。  (もっと読む)
(もっと読む)
接続端子
底板13、図示しない第1の側板、天板15、第2の側板16により角筒状の接続部11が形成され、天板15の後部にはハウジングに設けた係止ランスを係止するための係止部19が内側に折曲されている。第2の側板16の側部に付設されたスタビライザ部17は折曲時に下方に向けて断面半円弧状にカールされ、底部において側板16側から下方に突出されている。  (もっと読む)
(もっと読む)
コネクタ
【課題】スライドホルダの適正移動位置を表示して作業者の誤認をなくすと共に、不時の離脱を阻止して事故の発生を防止する。
【解決手段】第1のハウジング1と第2のハウジング2とを嵌合可能にすると共に、第2のハウジング2に第1、第2のハウジング1、2の完全嵌合状態にのみ適正移動位置までの前進が可能なスライドホルダ21を設けて、スライドホルダ21の前進により第1、第2のハウジング1、2の完全嵌合をロックし、かつスライドホルダ21が前進していることを目視し、第1、第2のハウジング1、2が完全嵌合状態にあることを確認できるようにする。
(もっと読む)
電熱ヒータ付きハンドル用グリップ部材
【課題】 電気発熱体への給電線を強固に取り付けることができる電熱ヒータ付きハンドル用グリップ部材を提供する。
【解決手段】 コア本体11に電熱ヒータを固定した後に、給電線23を引出案内部13内に挿入し、方向変換部材16の周りを廻して元の方向に180度引き戻す。このようにして、組み立てられたコア本体11、電熱ヒータの内外面に、射出成型により合成ゴムをモールドして被覆する。
(もっと読む)
1 - 8 / 8
[ Back to top ]