
ケンナメタル ヴィディア プロドゥクツィオーンス ゲゼルシャフト ミット ベシュレンクテル ハフツング ウント コンパニー コマンディートゲゼルシャフトにより出願された特許
1 - 10 / 17
切刃保持体及びフライスカッタヘッド
フライスカッタヘッドに固定するための切刃保持体であって、シャフト形のピンと、切削面と逃げ面とから形成された副切刃縁を備えた切刃が内部に溶接されたヘッドとから成る形式のものに関する。
本発明によれば前記副切刃縁に隣接しかつ逃げ面の上に配置された面取り部が外方へそれぞれ0に減少する面取り部幅で設けられている。  (もっと読む)
(もっと読む)
カッティングインサートおよびフライス工具
本発明は、特にフライス加工のためのカッティングインサートであって、該カッティングインサートが、基体を有しており、該基体が、互いに逆向きに位置する面に環状に延びるカッティングエッジをそれぞれ有しており、該カッティングエッジが、それぞれ隣接しかつ正のすくい角で下降しているすくい面領域(15)から突出しており、該すくい面領域(15)の中心に1つまたは複数の平坦な載置面(16)が配置されており、さらにカッティングインサートが、緊締ねじを受容するための中心の取付け穴(12)を有している形式のものに関する。中心の取付け穴(12)の周りに、少なくとも1つの円錐面(19)が配置されていて、該円錐面(19)が、内側に向かっている、つまり取付け穴(12)に向かって下降している円錐角(a)を有している。  (もっと読む)
(もっと読む)
硬金属又はサーメットサブストレートボディをコーティングする方法及びコーティングされた硬金属又はサーメットボディ
本発明は硬金属又はサーメットサブストレートボディをPVDでコーティングする方法に関する。この場合には焼結の終ったサブストレートボディは、別の中間処理なしで、PVDコーティングの前に、粒子のブラスト手段を使用して、サブストレートボディの表面に近い領域が、唯一のPVD層又は第1のPVD層の固有応力と少なくともほぼ同じ大きさの固有応力を有するまで粒状のブラスト手段を用いるブラスト処理される。さらに本発明はこのようにコーティングされた硬金属又はサーメットボディ、特に切削工具の形をした硬金属又はサーメットボディに関する。 (もっと読む)
ミリングカッタヘッド
本発明はミリングカッタヘッドであって、基体(10)の切欠きに挿入された複数のブレード保持体(11)を有し、該ブレード保持体(11)にそれぞれカッタブレード(12)がろう付けされている形式のものに関する。本発明によれば少なくとも1つのカッタブレード(12)が屈曲させられかつミリングカッタヘッド軸線に関して半径方向外側にある長い方の区分(c)と、半径方向内側にある短い方の区分(b)とを有し、該短い方の区分(b)が3°から7°、有利には5°屈曲させられている。  (もっと読む)
(もっと読む)
被覆された基材成形体の製造法、被覆を有する基材成形体及び被覆された基材成形体の使用
本発明は、周期律表の第IVa族〜第VIa族の金属の炭窒化物からなる少なくとも1つの層のCVD堆積による、被覆された基材成形体の製造法に関し、その際、ガス雰囲気中で堆積の間にニトリルに加えて更に単環式炭化水素を使用した。そのように製造された被覆された基材成形体は、本発明によれば高い硬度を有し、かつ有利に≧250m/分の切削速度での切削操作に使用される。 (もっと読む)
フライスカッティングヘッド
本発明はフライスカッティングヘッドであって、基体(10)の切欠き内に挿入され、複数の切刃(12)を有する複数の切刃保持体(11)を有し、該切刃保持体(11)が楔体(14)を介し軸方向に調節可能でクランプエレメントを用いてフライスカッティングヘッドに固定可能である形式のものに関する。本発明によれば切刃保持体はそれぞれ1つのシャフトを有しており、該シャフトは基体の受容孔内に配置されかつ中央(13)に位置するクランプ片(18)を介して固定可能である。  (もっと読む)
(もっと読む)
インサート刃物
本発明は、特にクランクシャフト加工用のインサート刃物であって、互いに平行に配置された2つの平らなベース面(10,11)が設けられており、これらのベース面が、それぞれ緊締ねじを収容するための孔(12)により貫通されており且つ当該ベース面の短い方の縁部が、丸みをつけられた、それぞれ側方を刃物縁部によって制限された端面に移行している形式のものに関する。本発明では、少なくとも1対の刃物縁部が、段状に形成されており且つ2つの凸面区分(13,14)と、これらの凸面区分間に位置する1つの凹面区分(15)とを有しており、外側の凸面区分(13)が180°の角度にわたっている。  (もっと読む)
(もっと読む)
クランク軸を切削加工するための方法及び該方法を実施するための装置
本発明は、軸受け幅及びオイルカラーの加工が同時に行われるのが望ましいクランク軸を切削加工するための方法であって、このためには複数の切断工具(10,14)を備えたディスク形のアウタフライスを使用し、前記切断工具のうちの一部を、クランク軸の軸受け底部を加工するために使用し且つ他の部分を、軸受け底部に隣接するオイルカラーを加工するために使用する形式のものに関する。本発明では、目下の切削代に関連して、オイルカラーを加工するための切断工具のために、各インサート刃物の有効切削厚さhmaxが予め規定可能な最高値に制限される当付け角(κ)を選択する。更に本発明は、前記方法を実施するための装置に関する。  (もっと読む)
(もっと読む)
カッティングインサート
本発明は、特にクランク軸をフライス加工するための、ディスク状またはストリップ状の工具本体に緊締するためのカッティングインサートであって、カッティングインサートが、大体において直方体状であり、2つのフロント面を備えており、これらのフロント面の間隔が、カッティングインサートの幅(4)を規定し、切削面(6)として役立つ2つの側面を備えており、2つの側面の間隔が、カッティングインサートの厚さ(3)を規定し、上位および下位の側面(5)を備えており、フロント面と上下の側面(5)との間に、それぞれ凸状の端面(1)が配置されており、上下の側面(5)および凸状の端面(1)が、切削面として役立つ側面(6)と相俟って、カッティングエッジ(7)を形成しており、カッティングエッジが、側方で刃部角隅部まで延びている形式のものに関する。本発明のカッティングインサートによれば、凸状の端面(1)に、内向きに低くなる面(2)が続いており、内向きに低くなる面(2)によって、刃角隅部が突出しており、フロント面において内向きに低くなる面(2)の間で扁平な支持面の両側に、外縁に向かって低くなる面取部(13,14)が設けられており、カッティングインサートの幅と厚さとが、最大で20%異なっていて、有利には同じ長さを有している。  (もっと読む)
(もっと読む)
特にクランク軸加工のためのカッティングインサート
本発明は、カッティングインサート(10)であって、基本体を備えており、基本体が、支持面と、支持面に対して間隔を有して配置されたカバー面と、支持面とカバー面とを結合する側面(101,102)とを備えており、2つまたは3つ以上の隣接する面が、カッティングエッジ(103,104,105)を形成している形式のものに関する。本発明によれば、支持面が、カッティングインサート(10)とは異なる、別の切削作業に適したジオメトリを有するカッティングチップ(11)の支持面と着脱不能に結合されている。 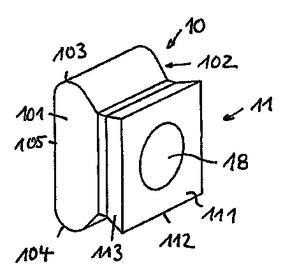 (もっと読む)
(もっと読む)
1 - 10 / 17
[ Back to top ]