
エスエムエス ロギスティクズュステーメ ゲゼルシャフト ミット ベシュレンクテル ハフツングにより出願された特許
1 - 5 / 5
連続鋳造製品を研削するための装置
【課題】スラブをその都度所要の位置に運動させ、研削加工の間、この位置に安定した状態で保持することが簡単に可能となるようにする。
【解決手段】連続鋳造製品を研削するための装置が、保持装置8を有しており、該保持装置8が、連続鋳造製品1を互いに異なる2つの位置I,IIで緊締し、互いに反対の側に位置する2つの辺2,3,4,5の研削プロセスの間、ある時は鉛直な位置に保持し、またある時は水平な位置に保持するために形成されており、互いに異なる2つの位置I,IIが、連続鋳造製品1の長手方向軸線Lを中心として90゜だけ互いに回動させられている。
(もっと読む)
パッケージを結束するための自動バンド掛け機
本発明は、パッケージ(2)、特にコイルに巻かれた金属バンドを結束するための自動バンド掛け機(1)であって、パッケージ(2)に巻き掛けられる少なくとも1つの巻掛けバンド(4;4a,4b)が設けられていて、結束ヘッド(8,8a,8b)がパッケージ(2)に接近可能であり、張設装置と、引張り応力下にある巻掛けバンド(4)の両端部(4a,4b)を結合するための溶接装置(9a,9b)とが設けられていて、該溶接装置(9a,9b)が、電極室(10)内に配置された少なくとも1つの移動可能な上側の溶接電極(12)と、該溶接電極(12)と一時的に共働する対応電極とを有しており、溶接装置(9a,9b)のパッケージ(2)側にスライドプレート(14)が対応配置されている形式のものに関する。このような形式の自動バンド掛け機において、スライドプレート(14)が同時に対応電極として形成されていて、巻掛けバンド(4)の互いにオーバラップする端部(4a,4b)の領域において、巻掛けバンド(4)の下側で、パッケージ(2)に直に支持されるように使用されることにより、結束もしくは巻掛けは簡単かつ確実になる。  (もっと読む)
(もっと読む)
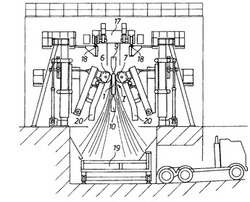
スラブの表面を研磨するためにスラブを取り扱う方法および装置
本発明は、スラブ(2a,2b)の表面を、圧延ロール域における圧延加工前に研磨し、その際、スラブを、可逆の研磨台(12a,12b)上に載設させて、研磨室に配置された、研磨機ユニット(I,II)の研磨アセンブリの下側で往復運動させ、表面を研磨加工したあとで直線的に研磨台を研磨室から外方へ移動させ、スラブを、研磨台から持ち上げて反転装置に供給し、その際、スラブを、反転後に反転装置から取り出して、未加工の別の表面が上側に位置するように研磨台に収容し、次いで、該研磨台を、表面を加工するために新たに研磨室に進入させる、特に連続鋳造により製造されたスラブを取り扱う方法および装置に関する。構造上の手間が大きく低減された、極めて簡単な、連続鋳造されたスラブを研磨する際にスラブを取り扱う方法および装置を提供することが望ましい。このことは、スラブを、回動可能なスラブ挟持兼持上手段(14;14a,14b)を備えたスラブマニピュレータ(9)により受け取り、スラブマニピュレータにより、緊締されたスラブを横方向に搬送することも反転することもできるようにすることにより達成される。  (もっと読む)
(もっと読む)
連続鋳造製品を研削するための方法および装置
本発明は、連続鋳造製品(1)、特にスラブを研削するための方法であって、該方法は、連続鋳造製品(1)が、横断面で見て、互いに対向して位置する2つの長辺側の面(2,3)と、互いに対向して位置する2つの短辺側の面(4,5)とを備えた方形の輪郭を有しており、少なくとも前記長辺側の面(2,3)に、少なくとも1つの研削工具(6)によって表面加工が施される方法に関する。連続鋳造製品の加工時における一層高い品質を得ると同時に、研削チップを簡単に捕集することができるようにするために、本発明の方法では、連続鋳造製品(1)の一方の長辺側の面(2,3)の研削時に、連続鋳造製品(1)の当該長辺側の面(2,3)に対する表面法線(8)が鉛直線(V)に対してゼロ度よりも大きな鋭角の角度(α)を成すように連続鋳造製品(1)をマウント台(7)によって位置決めする。さらに、本発明は、連続鋳造製品(1)を研削するための装置に関する。  (もっと読む)
(もっと読む)
連続鋳造製品を研磨する方法および装置
本発明は、連続鋳造製品(1)、特にスラブを研磨する方法であって、連続鋳造製品(1)は、横断面でみて互いに反対側に位置する2つの長い方の辺(2,3)と互いに反対側に位置する2つの短い方の辺(4,5)とを有する矩形の輪郭を有し、連続鋳造製品(1)が1つの長い方の辺(3)を下に研磨台(6)に載設される加工位置(A)で、連続鋳造製品(1)の1つの長い方の辺(2)を、少なくとも1つの研磨工具(7)を用いて表面加工するものに関する。連続鋳造製品を加工する際に簡単で迅速に比較的高い品質を得て、その際、切削屑を簡単に捕集できるようにするために、本発明によれば、加工位置(A)で、少なくとも1つの研磨工具(7)を用いて、連続鋳造製品(1)の長い方の辺(2)を研磨するまえまたは研磨したあとで、少なくとも1つの短い方の辺(4,5)を表面加工する。さらに本発明は、連続鋳造製品(1)を研磨する装置に関する。  (もっと読む)
(もっと読む)
1 - 5 / 5
[ Back to top ]