
株式会社佐藤精機により出願された特許
1 - 3 / 3
射出成形装置
【課題】小型化され、しかも簡単な制御で所望の精度の成形品を製造できる射出成形装置を提供する。
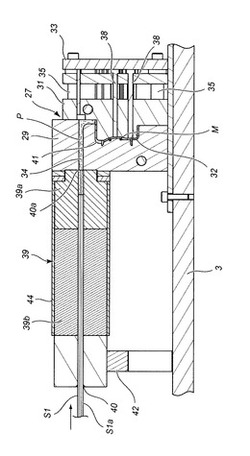
【解決手段】送り歯車部が反時計回りの方向へ回転すると、送り歯車部の歯が平板状成形材料S1に食い込んで、平板状成形材料S1を射出筒39の挿通穴40に向かって送る。挿通穴40へ進入した平板状成形材料S1は、ヒータ44によって射出筒39の先端部分で溶解されて流動性を有する流動性材料Pとなる。そして、平板状成形材料S1が進行することによって、流動性材料Pがキャビティ41へ押し込まれる。すなわち、平板状成形材料S1がピストンとなって溶解した湯状の流動性材料Pを押してキャビティ41へ射出させる。
(もっと読む)
射出成形装置

【課題】小型化され、しかも簡単な制御で所望の精度の成形品を製造できる射出成形装置を提供する。
【解決手段】下端がノズルになっており、スティック状成形材料Sが一列に上側から順次供給され、下方側が保熱性の良い材料で構成された縦型射出筒61と、射出筒61の下部を加熱するヒーター65と、スティック状成形材料Sを下方に向かって押し込む押込シャフト75とを備え、押込シャフト75により最上段のスティック状成形材料が押し込まれると、最下段の既に完全溶解した成形材料がキャビティ21に射出されると共に、ヒーター65からの熱がノズルタッチを介して金型9側に伝達される。
(もっと読む)
金型及びこの金型を備えた成形装置
【課題】単純で安価で、煩雑な制御条件の設定作業を行う必要のない金型及びこの金型を備えた成形装置を提供する。
【解決手段】加熱筒31に備えられるヒーター35はキャビティ23に射出される成形材料Pを射出成形に適切な状態に溶融できる出力となっているので、成形材料Pは貫通孔37内で射出成形に適した温度、粘度等を有する溶融状態とされる。この状態で図4に示すように押込シャフト73を下降させると、溶融した成形材料Pが押込シャフト73によって押し込まれてゲート21、キャビティ23に射出される。そしてゲート21、キャビティ23に射出された成形材料が固化して成形品S、ゲートGが形成される。
(もっと読む)
1 - 3 / 3
[ Back to top ]