
ザ グリーソン ワークスにより出願された特許
1 - 10 / 26
正面歯車を製造する連続方法
歯車セット(例えば、正面歯車セット)の相手ピニオン部材の圧力角と等しい角度で正面歯車ワークピースに対して配向することができ、且つ、仮想ピニオン軸の周囲を回転させて前記ワークピースに歯面を創成させることができる、面を表現するツールを利用して正面歯車を製造する連続方法。ツールは正面カッタであり、カッタ及びワークピース(例えば、正面歯車)の等しい向きの回転により連続割出し運動を行い、これによって、運動の内サイクロイド経路と、正面歯車の面幅に沿った直線を生じるワークピース歯車の1回転中のカッタの2回転の割出し比とを描く。  (もっと読む)
(もっと読む)
かさ歯車を製造する方法及び装置
歯車ブランク40の前面切削加工が、CNCかさ歯車創成盤44であって、既存の工作機械に対する修正が最小でこのような機械に利用することができる運動を利用したCNCかさ歯車創成盤44上で実施される方法及び装置である。  (もっと読む)
(もっと読む)
工作機械のプローブ機構
接触型又は非接触型プローブ(2)が、面取り装置(4)等の加工機械のスピンドル(6)、好ましくは工具スピンドルに取り付けられて、接触型又は非接触型プローブ(2)は、加工(例えば、面取り)プロセスの経路から後退した原点位置と、加工(例えば、面取り)プロセスの前後においてワークと接触可能な動作位置とを有する。  (もっと読む)
(もっと読む)
歯車の面取りおよび(または)バリ取りをする装置
歯切り盤あるいは歯車研削盤のような歯車加工機械(4)であって、同じ機械に面取りおよび(または)バリ取り装置(2)および補助スピンドル(10)が含まれている機械である。移送機構(8)が機械加工スピンドル(6)と補助スピンドル(10)の間で工作物を装入、取り出し、および移送し、それによって切削、面取りおよび(または)バリ取り工程を同時に実行することができる。別の歯車が機械加工スピンドルにおいて加工されている間に、補助スピンドルを介して、完成した工作物が機械から取り外され、未加工の工作物が当該機械中へ装入され、それによって当該機械の生産能力を高め、より効率的な作業を創出することができる。  (もっと読む)
(もっと読む)
工作機械用の加工物保持装置
本発明は、アーバ・チャック2、外側リング6、クランプ・リング8、及び裏当てリング10を備えるアーバ・チャック加工物保持アセンブリに関する。アーバ・チャックは、周辺部の周りに位置付けられた複数の保持用角度ラグ18及び取出し用角度ラグ20を備える。外側リング6は、内径表面上に位置付けられた複数の相補型の保持用角度ランプ22及び取出し用角度ランプ24を備える。機械スピンドル4が回転して、保持用角度付きラグ18と保持用角度ランプ22を係合させ、したがってアーバ・チャックは、スピンドルに当たる位置へ引き寄せられる。切り離すには、スピンドルを逆回転させることによって、取出し用角度ランプ24が取出し用角度ラグ20と係合し、アーバ・チャックがスピンドルから解放される。したがって、アーバ・チャックを機械スピンドルに固定するのに工具を必要としない。  (もっと読む)
(もっと読む)
フェースギヤを製造するための方法及び工具
その外周に配列された切刃を有するカッター円板であって、それらの刃の研削エッジが該カッター円板の回転軸に対して垂直に配向され、それにより、ワーク(例えばフェースギヤ)に対してフェースギヤセットの相手ピニオンの圧力角と等しい角度で配向させることができるとともに、該ワークに歯元面を創成するために仮想ピニオン軸周りに回転させることができる平面を描くカッター円板。 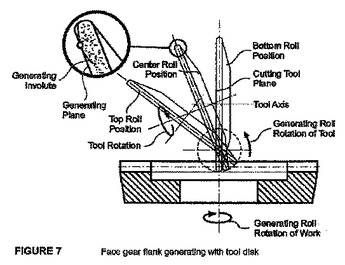 (もっと読む)
(もっと読む)
エンドカット被加工物ホイール上の二次ばりを除去するための方法及び装置

【課題】被加工物ホイールの端面歯縁を面取りすることにより被加工物ホイールの歯面上に生成される二次ばりを除去するための方法及び装置により、被加工物ホイールに回転可能に噛合される工具ホイールを提供すること。
【解決手段】この工具ホイールはその歯面5、6上に切れ刃を有しており、噛合されることによって引き起こされる切削運動により二次ばりを切削して除去する。
(もっと読む)
工具ホイールと工具保持固定具の連結構成

【課題】回転軸を有し、歯元の面の端部周辺領域の機械加工を行う歯付き工具ホイールと、回転軸の周りに回転駆動可能な工具保持固定具との間の非回転式連結構成。
【解決手段】前記構成は、その復元力に抗して工具ホイールの回転軸の方向を工具保持固定具の回転軸の方向に対して変位させることが可能となる復元力を備えた弾性手段を有する。
(もっと読む)
低軸角を有するハイポイド歯車
低軸角及びオフセットのベベル歯車を備える歯車対のセット並びに適切な歯車及びピニオンのブランク及びそれらの製造のための基本的機械設定値の決定を含む、それらの製造のための方法が開示される。ベベル歯車の対は、第1の部材及び第2の部材を備え、この場合、この対の部材の軸角は、0°より大きく30°まで、好ましくは0°より大きく20°までであり、オフセットは、ゼロより大きく、ベベル歯車の対の2つの部材の平均ピッチ直径の半分の合計までの範囲である。  (もっと読む)
(もっと読む)
かさ歯車の製造
テーパ・フライス工具(16)のような工具を用いたかさ歯車の製造方法であって、前記工具は、従来の正面フライスの中心位置からずれた位置(Rw)に配置され、機械加工中に円弧経路のような経路を辿る、方法。  (もっと読む)
(もっと読む)
1 - 10 / 26
[ Back to top ]