
フェースギヤを製造するための方法及び工具
その外周に配列された切刃を有するカッター円板であって、それらの刃の研削エッジが該カッター円板の回転軸に対して垂直に配向され、それにより、ワーク(例えばフェースギヤ)に対してフェースギヤセットの相手ピニオンの圧力角と等しい角度で配向させることができるとともに、該ワークに歯元面を創成するために仮想ピニオン軸周りに回転させることができる平面を描くカッター円板。

【発明の詳細な説明】
【技術分野】
【0001】
(関連出願の相互参照)
本願は、2009年8月3日付で出願された米国特許仮出願第61/230785号の利益を主張する。米国特許仮出願第61/230785号は、参照によりその開示の全体が本明細書に組み込まれる。
【0002】
本発明は、ギヤの製造に関し、特に、フェースギヤを製造するための方法及び工具に関する。
【背景技術】
【0003】
フェースギヤは、歯先円すい角(及び歯底円すい角)が該フェースギヤとその相手部材との軸角と等しいリングギヤである。相手部材は、標準的なスパーピニオン又ははすばピニオンである。標準的なフェースギヤは、90°の歯先円すい角を有し、それは、同様に90°の軸角に対応している(このような90°の歯車は、「冠」歯車としても知られる)。
【0004】
これまで、フェースギヤを製造する方法は複雑であり、単一の設計専用の特別な工具を工作機械に適用していた。この工作機械は、通常、修正が施された円筒歯車製造装置である。このようなフェースギヤのソフト製造方法としては以下のものが挙げられる。
【0005】
・特定の仕事に特化した特別なホブを使用する、円筒ホブ盤で行なうホブ切り。該円筒ホブ盤は、(垂直ホブ盤テーブル軸の)ホブ工具の最も低い外周部で切削が行えるように修正が施されている。
【0006】
・相手である円筒状ピニオンに相当する形削りカッターと形削り盤とを使用する形削り。該形削り盤のワークテーブルは、(標準的な円筒状歯車形削り盤とは対照的に)フェースギヤセットの歯底円すい角(一般的に90°)だけ回転する。
【0007】
・5軸マシニングセンタでエンドミルを使用する万能フライス削り方法。
【0008】
・以下のハード仕上げについての項目で述べる研削方法を使用する、固体からの研削。
【0009】
フェースギヤをハード仕上げするための現在公知の方法としては以下のものが挙げられる。
【0010】
一般的に1.5〜2.5ネジ回転を有する幅の小さい大径砥石に対して行う、
フェースギヤセットのピニオンの歯形と同一のねじ基本形状を有するねじ状研削砥石を使用する連続研削(参照によりそれらの開示の全体が本明細書に組み込まれる国際公開第WO98/02268号、米国特許第6,390,894号、及び米国特許第6,951,501号を参照のこと)。
【0011】
・フェースギヤセットのピニオンの歯形と同一の歯車形状を用いる単一割出研削。
【0012】
・形削りカッター又は特別なホブを使用するスカイビング。
【0013】
・5軸マシニングセンタでエンドミルを使用するスカイビング。
【0014】
・歯面上に研磨層を有する修正されたピニオンを使用するホーニング。
【0015】
現在、フェースギヤをソフト加工する方法は、特定の仕事に特化した特別な工具を必要とし、こうした工具は、高価であるとともに、他の仕事や最適化を行う際の使用の仕方に関して柔軟性が無い。フェースギヤの加工時間は一般的に、同等の円筒状リングギヤ又はベベルリングギヤの切削時間よりも非常に長い。
【0016】
フェースギヤをハード仕上げする最も一般的な方法のうち2つは、ドレッシングが難しく長いドレッシング時間を必要とする非常に複雑な工具刃形(ねじ状砥石研削)、或いは、歯幅方向の送り動作と組み合わせられる、複雑で時間のかかる創成ロール(単一割出創成研削)の何れかを使用する。
【0017】
超硬材料で形成された特別なホブ又は形削りカッターを用いるスカイビングは、切削時間はそれほど長くないが、高価なだけでなくすぐに入手できない若しくは入手不可能な工具を必要とする。
【0018】
フェースギヤのホーニングは、例えば、熱処理・研磨されるとともにCBNで被覆されたピニオンを必要とする。このピニオンは、高価であり、柔軟性が無く、切屑を良好に除去するために幾分大きなピニオンオフセット(フェースギヤとその相手である円筒状ピニオンとの間に必要なオフセットに等しい)を必要するため、そのような高いオフセットを有するフェースギヤセットへの適用が限られる。
【発明の概要】
【発明が解決しようとする課題】
【0019】
本発明は、その外周に配列された切刃を有するカッター円板であって、それらの刃の研削エッジが該カッター円板の回転軸に対して垂直に配向され、それにより、ワーク(例えばフェースギヤ)に対してフェースギヤセットの相手ピニオンの圧力角と等しい角度で配向させることができるとともに、該ワークに歯元面を創成するために仮想ピニオン軸周りに回転させることができる平面を描くカッター円板に関する。
【図面の簡単な説明】
【0020】
【図1】フェースギヤ及びその相手である円筒状スパーピニオンの2次元断面図を示す。
【図2】A及びBは、球状ホブ工具及び円筒ホブ盤をそれぞれ示す。
【図3】図1に示すピニオンが形削りカッターに置き換えられたフェースギヤを示す。
【図4】軸平面断面において図2Aのホブ工具の形状を模すようにドレッシングされたねじ状研削砥石の3次元図を示す。
【図5】フェースギヤの相手であるピニオンの歯形を模す研削形状を有する周縁円板研削砥石を示す。
【図6】フェースギヤ及び研削砥石の2次元断面図を示す(フェースギヤ軸が断面平面上にあり、該断面平面は仮想ピニオン軸に対して垂直である)。また、研削砥石周辺の分解図も含む。
【図7】ボトム(開始)、センター、及びトップ(終了)ロール位置における研削(又は切削)円板を示す。
【図8】2次元説明図(左側)及び工具円板における図(右側)を示し、また、仮想ピニオン軸と、ボトム、センター、及びトップロール位置を表す3本の接触線とを示す。
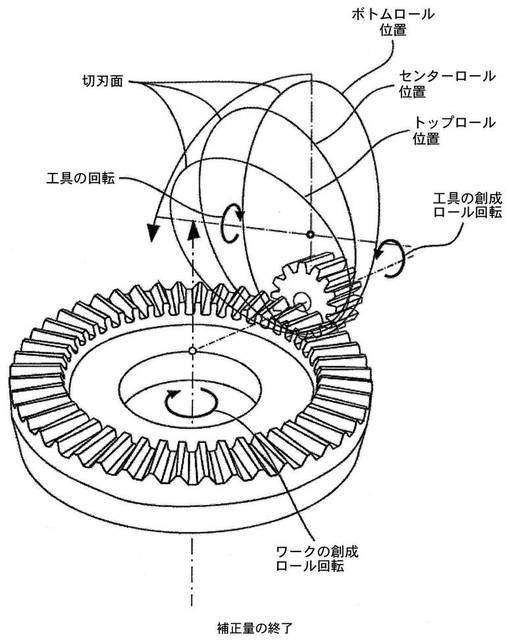
【図9】フェースギヤ及び工具円板の3次元図を示す。工具円板は、ボトム、センター、及びトップロール位置における輪郭で表わす。
【図10】A及びBは、三角形状ベクトル図の前面図及び上面図をそれぞれ示し、これらの図は、座標系と揺動型(cradle style)ベベルギヤ製造器への直接的なベクトルと相関している。
【図11】6軸自由加工機械におけるカッター円板及びフェースギヤの配置構成を示す。
【図12】工具円板の外周によってフェースギヤの最も深い歯底線がどのように形成されるかを示す。
【発明を実施するための形態】
【実施例】
【0021】
本発明の特徴及び少なくとも1つの構成を詳細に説明する前に、本発明はその用途において、以下の説明に記載又は図面に例示された構成及び構成要素の配置の詳細に限定されないことを理解されたい。本発明は、他の構成も可能であり、様々な形で実施・実行することが可能である。また、本明細書において使用する表現方法及び用語は説明のためのものであり限定するものとみなすべきではないことを理解されたい。
【0022】
「持つ」、「有する」、及び「含む」並びにそれらの変形表現の使用は、以下に列記する項目及びそれらの均等表現並びにその他の項目を包含することを意図するものである。方法又はプロセスの要素を識別するための文字の使用は単純に識別のためのものであり、該要素が特定の順序で実行されなければいけないことを示すことを意図するものではない。
【0023】
図面を説明する際、上側、下側、上方、下方、後方、ボトム、トップ、前方、後方等のような方向について以下の記載において参照するが、これらの参照は便宜上(普通に見た)図面に対してなされる。
【0024】
これらの方向は、文字通り受け止められたり、ある配向又は形態において本発明を限定したりすることを意図するものではない。また、「第1」、「第2」、「第3」等の表現は、本明細書において、説明のために使用され、重要性や重大さを示したり暗示したりすることを意図するものではない。
【0025】
ある用途のためのフェースギヤの利用は、効率的かつ経済的な製造プロセスの利用可能性に大きく依存する。これまで、フェースギヤのための経済的なソフト加工又はハード加工プロセスとして利用できるものは無い。
【0026】
図1は、フェースギヤ及びその相手である円筒状スパーピニオンの2次元断面図を示す。この例では、フェースギヤ軸とピニオン軸との軸角は90°である。軸角が90°を超えると、フェースギヤは内リングギヤとなる。軸角が0°となる特別な場合では、フェースギヤ対は、円筒状リングギヤに変化する。
【0027】
図2Aは、球状ホブ工具を示す。このホブの切刃(切歯)は、(3つの歯からなる部分において)円筒状のピニオン本体の周りでグループ化すると、スパーピニオンの歯に相当する。図2Bも、変形ホブヘッドを有する円筒ホブ盤を示し、これにより、該ホブの底部にあるフェースギヤの歯を切削することができる。一般的には1条ホブが使用される。1条ホブの場合、ホブを1回転させる毎にワークを1ピッチ回転させる必要がある。該ホブは、フェースギヤの外側から内側に送られる。工具送り中、工具リード角によって決まるワーク回転の補正量を考慮する必要がある。
【0028】
図3は、図1に示すピニオンを形削りカッターに置き換えたフェースギヤを示す。形削りカッターは、多数の切歯を有し、この数はフェースギヤの相手ピニオン(及び仮想ピニオン)と等しい。形削りカッター軸に対して垂直な平面における切削輪郭は、仮想ピニオンの面輪郭を正確に模している。形削りカッターはフェースギヤと噛合した状態で回転するが、切屑を除去する動作のために、カッターの軸方向のストローク運動が必要である。
【0029】
図4は、軸平面断面において図1のホブ工具の形状を模すようにドレッシングされたねじ状研削砥石の3次元図を示す。ねじ状砥石が回転する間、研削ねじ山形状の湾曲した配向が、研削砥石軸及びストローク方向によって定義される平面内の位置において、回転する仮想ピニオンの輪郭に近似する。仮想ピニオンの全幅をシミュレーションするためには、研削砥石をフェースギヤの歯幅に沿って仮想ピニオンの軸方向に横断させる必要がある。ねじ山が1条の研削砥石の場合、砥石の1回転毎にワークを1ピッチ回転させる必要がある。横断プロセス中、ワークの回転にはリード補正値が重畳される。
【0030】
図5は、周縁円板研削砥石を示す。研削形状は、フェースギヤの相手ピニオンの歯形を模す。この形状によって、研削砥石の各側にフェースギヤ形状の1点が形成される(1つのロール位置及び1つの歯幅位置)。砥石が仮想ピニオンの方向にストロークすると、仮想ピニオンとフェースギヤとの間に(創成される形状の各側の)1本の接触線が形成される。フェースギヤの歯形全体を形成するためには、研削砥石を(ストロークさせながら)仮想ピニオン軸周りに回転させる必要がある。もしストローク動作が非常に速く且つ仮想ピニオン軸周りの回転が非常に遅いと、数学的に完璧な一対のフェースギヤの歯元面が創成される。図5における研削砥石の位置は、創成ロールプロセスにおけるセンターロール位置を表す。
【0031】
図6は、フェースギヤの2次元断面図を示す(フェースギヤ軸が断面平面上にあり、該断面平面は仮想ピニオン軸に対して垂直である)。また、同図は研削砥石の周辺に向けられており、該砥石は、図5のようなセンターロール位置ではなく、開始及び終了ロール位置にある状態を示す。
【0032】
すでに説明したように、特定の先行技術によるフェースギヤのソフト及びハード加工方法は、特定の仕事に特化した複雑で特別な工具を必要とし、こうした工具は高価であるとともに、他の仕事や最適化を行う際の使用の仕方に関して柔軟性が無い。また、加工及び/又はドレッシングのための時間が長く複雑である。
【0033】
本発明者は、その外周に配列された切刃(又は研磨材料)を有する(例えば、切削又は研削用の)工具円板であって、それら切刃の切削エッジがカッター円板の回転軸に対して垂直な工具円板が、ワーク(フェースギヤ)に対してフェースギヤセットの相手ピニオンの圧力角と等しい角度で配向させることができるとともに、該ワークに一歯元面を創成しながら、仮想ピニオン軸周りに回転させることができる平面を描くということを発見した。図7は、ボトム(開始)、センター、及びトップ(終了)ロール位置における研削(又は切削)円板を示す。この円板は、回転軸に対して垂直な(又は若干テーパ状の)左側の面の外側に研磨層(又は切削エッジ)を有する。円板の面は、センターロール位置において仮想ピニオンのピッチ線に完全に相当する創成面である。開始ロールと終了ロールとの間の各ロール位置において、工具及びワークは、一定の角度回転させる必要がある。工具円板は、それぞれの新たなロール位置に仮想ピニオン軸周りにある角度ずつ回転させる必要がある。当該角度は、フェースギヤの歯数を仮想ピニオンの歯数で除算し、ワーク歯車回転角度の増分で乗算するとともに、少量の追加の回転を加えることによって計算され、これによって円板は、この特定のロール位置におけるインボリュートと共通の線を有するように配置される。
【0034】
図9は、フェースギヤ及び工具円板の3次元図を示す。この工具円板は、ボトム、センター、及びトップロール位置における輪郭によってのみ表わす。上記した創成面は、工具円板の輪郭内側の面である。本発明のプロセスの場合、横送り動作が無いため、横送り動作が必要なプロセスと比較して加工時間が大幅に削減される。
【0035】
仮想ピニオン軸は、仮想又は論理上のべベルギヤを創成するための基本機械に位置付けることができる。これにより、フェースギヤ及びその相手である円筒状ピニオンのそれらの最終的な適用(例えば、ギヤボックス)における関係と同じ関係を創成円筒状ピニオンとワーク歯車とがなすような創成ピニオンに、この仮想ピニオン軸を相当させる。上記のような基本機械は、例えば、その開示が参照により本明細書に組み込まれる米国特許第4,981,402号や第6,712,566号に記載されている。カッターが仮想ピニオン軸周りに回転する間、ワークをピニオンとフェースギヤとの比率に応じてその軸周りに回転させる必要がある。
【0036】
上記したように、カッターの刃は、側面が直線状のラックの一歯元面に相当するため、ピニオン歯元面の正しい創成インボリュートをまだ模してはいない(図7、創成イボリュート対創成面)。これは、製造するフェースギヤ歯元面に一致させるべき元のピニオン歯元面のインボリュートに等しくなるように刃の切削エッジを成形することによって実現できる。単純且つ汎用的な直線状エッジを有する切削工具を使用することができるようにする他の可能性としては、1つの歯元面を創成しながら、又は、その開示が参照により本明細書に組み込まれる米国特許第5,580,298号に記載されているように1つ以上のアクティブな機械設定を利用しながら、非一定の創成ロール関係(例えば、変形ロール)を導入するということがある。ロール角に関係する4次以上の係数を、創成ピニオンとワーク歯車(フェースギヤ)との一定のロールの基礎比率と合わせて乗算する。これによって、仮想創成ピニオンのインボリュートの良好な近似を達成することができる。
【0037】
Ra=Ra0+Ra1・q+Ra2・q2+Ra3・q3+Ra4・q4...(1)
(式(1)中、
Ra… ロールの比率(非一定)
q… ロールの中心からのロール角の距離
Ra0…ロールの基礎比率(一定)
Ra1…ロールの中心からのロール角と乗算される1次係数
Ra2…ロールの中心からのロール角の2乗と乗算される2次係数
Ra3…ロールの中心からのロール角の3乗と乗算される3次係数
Ra4…ロールの中心からのロール角の4乗と乗算される4次係数
である。)
【0038】
インボリュート曲率半径は、創成ピニオン形状に沿う多数の点において計算することができる。2次係数Ra2は、基本的に、ピッチ点でのインボリュートの曲率を定義する。3次係数Ra3は、歯元と歯先との間の曲率の一定の変化を考慮に入れている。非一定のインボリュート曲率の変化の最大部分は、4次係数Ra4を定義することによって達成することができる。最適な係数を計算する好適な方法は、回帰計算を使用することである。この回帰計算では例えば、非線形ロール比率によりインボリュート形状をシミュレーションするために、正しいインボリュートと係数のロール動作に対する影響との間の差を最小化する「最小二乗誤差法」を適用する。4次よりも高い次数を適用して、インボリュートの精度を向上することもできる。或いは、インボリュートの数学関数を、機械運動に直接適用することもできる。直線とインボリュートとの間の補正量の計算例を図8に示す。
【0039】
図8は、その左側に、工具円板における2次元説明図を示し、また、仮想ピニオン軸と、ボトム、センター、及びトップロール位置を表す3本の接触線とを示す。右側には、センターロール位置における工具円板の外周を見た図を示す。接触線は、この図において点として示す。仮想ピニオンの正しいインボリュートは、接触点(センターロール位置の接触線)において創成面にインボリュートが接触する円板の内側に描かれる。インボリュート関数は、圧力角やピッチ直径等の仮想ピニオンに関する情報から計算することができる。円板の創成面上の点は、仮想ピニオン軸の位置に相当する点をその起点とする円によってインボリュートで接続することができる。ピッチ点(センターロール位置)においてのみ、アーク長はゼロとなる。他の各位置におけるアークは、少量の追加的な回転量(角度Δφ)の正確な値を表し、変形ロール係数(式1)を定義するために使用されるか、創成ロール中の工具円板の仮想ピニオン軸周りの回転に重畳される。工具軸に垂直な直線の代わりに、外側形状を正確にインボリュートの形状に与えることも可能である。この場合、補正回転を与える必要はない。
【0040】
砥石の直径が歯幅に対して小さい場合、創成形状は若干歪んだものとなる。言い換えれば、歯幅の中心においてのみ、工具上のインボリュートは理論上の歯底線に対して垂直となる。しかしながら、歯幅が2・sin5°・(直径/2)よりも小さいと、形状方向における形状の位置ずれ量は(1−cos5°)・直径/2に達する。この量は工具円板の半径の0.38%であり、ほとんどの場合において無視することができる。(形状における所望の数の点の)角度Δφを、仮想ピニオンの前述した少量の追加される回転量として使用することができる(平板工具円板の場合)。
【0041】
上記手順は、1つの溝の一方の歯元面を創成するだけであるが、フェースギヤの歯数に応じて、フェースギヤの各溝について繰り返す必要がある(単一割出プロセス)。これを実現するために、工具をフェースギヤの溝から割出し位置に引き戻し、その後ワーク歯車(フェースギヤ)を割出し回転させる。
割出角度=360°/(フェースギヤの歯数) (2)
【0042】
割出後、工具を、例えば、その開示が参照により本明細書に組み込まれる米国特許第5,310,295号や第5,716,174号に示すようなベクトル送り方法等の適切な工具送り方法によって、ワークの溝深さまで完全に送る。工具送りプロセス部分(プランジング)の角度配向は、好ましくは、歯元ロール位置となるように選択される。工具先端が溝の底部に達した後、創成ロールを開始して、フェースギヤの歯元面形状を形成する。創成ロールは、フェースギヤの歯の歯底から開始し、歯先で終了する(図7)。
【0043】
或いは、割出後、工具をトップロール位置に位置付け、プランジングを行うことなく歯先から歯底にかけてフェースギヤの歯元面形状を創成してもよい。
【0044】
各溝の第1歯元面を創成した後、創成ピニオンの第2歯元面に相当するように、工具を仮想べベルギヤを創成するための機械本体に再び位置づけることができる。フェースギヤの各歯の第2歯元面を創成するために、第1歯元面を創成するのに使用したものと同じ手順を適用することができる。第2歯元面の切削プロセスの場合、第1歯元面の創成からすでに溝が存在しているので、表面速度及びロール動作に関する仕上げパラメータを適用することができる。これに対して、第1溝の切削は、効果的には、荒加工及び仕上げ加工の組み合わせで行う。
【0045】
歯底から歯先へ創成を行う場合、創成ロール開始前にわずかな量の材料を除去する時には、割出位置からボトムロール位置へ工具を移動するための送り動作を、当該距離のうち相当量(例えば90%)を高速で行い(高速送り)、当該送り動作の終わり頃に減速させることができる。
【0046】
本発明の設定及び動的関係は、上記のように仮想ベベルギヤを創成するための機械本体に基づくものとするか、或いは、同様に適用可能な他のモデル又は手順に基づくものとすることができる。図10A及び10Bは、三角形状ベクトル図を示し、この図は、その座標系及び揺動型(cradle style)ベベルギヤ創成装置に直接向かうベクトルと相関している。図10Bは、揺動軸(仮想ピニオン軸と等しい)に対して垂直な前面図を表す。RMは、揺動軸から、創成されるフェースギヤの溝の歯底を指している。EXは、揺動軸から、工具円板の起点(工具軸基準点)を指している。YCUTは、工具円板軸のベクトルである。RWは、工具円板の中心から、創成されるフェースギヤの溝の歯底を指している。ロール位置のセンターが示されており、YCUTが仮想ピニオンの圧力角と等しい角度を有するが、他には傾斜しておらずX−Z平面上にある。図10Aは、三角形状ベクトル図の上面図を示す。この図から、上面図からのベクトルの配置を確認でき、上記前面図と共にベクトル図の一価の定義が分かる。
【0047】
上記仮想機械本体から、フェースギヤの切削プロセスを、適切な機械的機械設定に変換することが可能である。また、本発明のプロセスの一好適な実施例として、上記仮想機械本体(又は任意の他のモデル)を、図11に示すような5又は6軸自由加工機械(例えば、米国特許第4,981,402号又は第6,712,566号)のテーブルの軸位置及び/又は動作に変換することも可能である。図11は、6軸自由加工機械におけるカッター円板及びフェースギヤの配置構成を示す。図10A及び10Bのベクトル図は、創成ロール比率と合わせて、軸位置テーブルを計算するためにあらゆる情報を表す。当業者であれば、正確な歯面形状を製作するために少量の追加的な回転Δφを工具の回転に重畳する必要があることは理解されよう。
【0048】
仮想基本設定を直線自由加工機械の位置(及び/又は動作)に変換すると、第1及び第2歯元面の切削は、該自由加工機械内の上側及び下側切削位置に転換される。歯先円すい角及びピッチ円すい角が90°の真のフェースギヤの場合、作業は、第1歯元面(例えば、上側歯元面)を創成した後、正確な溝幅を有する同一の溝の第2歯元面(例えば、下側歯元面)を創成するために180°回転させる必要がある。
【0049】
歯先円すい角及びピッチ円すい角が90°ではないフェースギヤの場合(円筒状ピニオンとフェースギヤとの軸角が90°ではない場合)、正確な溝幅を創成するために必要なワークの位相角回転を求めるために、参照により本明細書に組み込まれる米国特許第7,364,391号に示されるような計算を適用しても良い。
【0050】
本発明のプロセスにおいては、直線ではなく曲線の歯底線を生成する円周状工具(例えば、カッター)の半径によって定義される、該工具の曲率を考慮に入れなければならない。フェースギヤの歯の端部での溝深さは、正確である(フェースギヤの相手である円筒状ピニオンと頂げき(clearance)とから導かれる)が、内端部(toe)と外端部(heel)との間に余剰な深さを有し、一般的に、中央面において最も深い。図12は、工具円板の外周によってフェースギヤの最も深い歯底線がどのように形成されるかを示す。形成された歯底線は、ロール位置のスペクトルからの包絡面となる。フェースギヤの内側端部及び外側端部は、(フェースギヤの左側に示すような理論上平行な深さの歯の)理論深さを有する。2つの端部の間には、余剰な深さが生成される。この深さは一般的に中央面において最も深い。歯底線の曲率は、カッター円板の直径によって調節することができるが、曲線の歯底線は、上記米国特許第7,364,391号によって製造された直線状ベベルギヤにおいて何ら欠点を示さない。従って、所定の設計のために、可能な限り大きいカッター円板を使用することが好ましい実施例となる。
【0051】
本発明の方法の他の態様は、カッター円板が、その軸面において、回転対称な表面を形成するだけであるということである。これによって、スパーピニオンの歯元面のインボリュートの近似が可能になる。はすば歯車の歯元面は、ピニオンの基礎円筒の周りに螺旋状に巻かれる。この螺旋形状は、回転カッター円板を使用して近似することができず、本発明の方法を、スパーピニオンを相手部材として使用するフェースギヤに限定する。非常に小さいねじれ角(例えば5°未満)のはすば歯車は、歯元面及び歯底の誤差が微量なため、少なくとも部分的に補正することができる。
【0052】
本発明の方法によれば、フェースギヤと相手ピニオンとの軸角を、0°(フェースギヤが円筒状ギヤに変化する)と90°超(フェースギヤは内リングギヤとなる)との間に設定することが可能である。また、本発明の方法によれば、フェースギヤと相手ピニオンとの間の軸のオフセットを実現することができる。
【0053】
本発明を、好適な実施例を参照して説明してきたが、本発明はこの特定の実施例に限定されないことは理解されたい。本発明は、添付の特許請求の範囲の精神及び範囲から逸脱しない限りにおいて、本発明の主題が属する技術における当業者にとって明らかな変形を包含することを意図するものである。
【技術分野】
【0001】
(関連出願の相互参照)
本願は、2009年8月3日付で出願された米国特許仮出願第61/230785号の利益を主張する。米国特許仮出願第61/230785号は、参照によりその開示の全体が本明細書に組み込まれる。
【0002】
本発明は、ギヤの製造に関し、特に、フェースギヤを製造するための方法及び工具に関する。
【背景技術】
【0003】
フェースギヤは、歯先円すい角(及び歯底円すい角)が該フェースギヤとその相手部材との軸角と等しいリングギヤである。相手部材は、標準的なスパーピニオン又ははすばピニオンである。標準的なフェースギヤは、90°の歯先円すい角を有し、それは、同様に90°の軸角に対応している(このような90°の歯車は、「冠」歯車としても知られる)。
【0004】
これまで、フェースギヤを製造する方法は複雑であり、単一の設計専用の特別な工具を工作機械に適用していた。この工作機械は、通常、修正が施された円筒歯車製造装置である。このようなフェースギヤのソフト製造方法としては以下のものが挙げられる。
【0005】
・特定の仕事に特化した特別なホブを使用する、円筒ホブ盤で行なうホブ切り。該円筒ホブ盤は、(垂直ホブ盤テーブル軸の)ホブ工具の最も低い外周部で切削が行えるように修正が施されている。
【0006】
・相手である円筒状ピニオンに相当する形削りカッターと形削り盤とを使用する形削り。該形削り盤のワークテーブルは、(標準的な円筒状歯車形削り盤とは対照的に)フェースギヤセットの歯底円すい角(一般的に90°)だけ回転する。
【0007】
・5軸マシニングセンタでエンドミルを使用する万能フライス削り方法。
【0008】
・以下のハード仕上げについての項目で述べる研削方法を使用する、固体からの研削。
【0009】
フェースギヤをハード仕上げするための現在公知の方法としては以下のものが挙げられる。
【0010】
一般的に1.5〜2.5ネジ回転を有する幅の小さい大径砥石に対して行う、
フェースギヤセットのピニオンの歯形と同一のねじ基本形状を有するねじ状研削砥石を使用する連続研削(参照によりそれらの開示の全体が本明細書に組み込まれる国際公開第WO98/02268号、米国特許第6,390,894号、及び米国特許第6,951,501号を参照のこと)。
【0011】
・フェースギヤセットのピニオンの歯形と同一の歯車形状を用いる単一割出研削。
【0012】
・形削りカッター又は特別なホブを使用するスカイビング。
【0013】
・5軸マシニングセンタでエンドミルを使用するスカイビング。
【0014】
・歯面上に研磨層を有する修正されたピニオンを使用するホーニング。
【0015】
現在、フェースギヤをソフト加工する方法は、特定の仕事に特化した特別な工具を必要とし、こうした工具は、高価であるとともに、他の仕事や最適化を行う際の使用の仕方に関して柔軟性が無い。フェースギヤの加工時間は一般的に、同等の円筒状リングギヤ又はベベルリングギヤの切削時間よりも非常に長い。
【0016】
フェースギヤをハード仕上げする最も一般的な方法のうち2つは、ドレッシングが難しく長いドレッシング時間を必要とする非常に複雑な工具刃形(ねじ状砥石研削)、或いは、歯幅方向の送り動作と組み合わせられる、複雑で時間のかかる創成ロール(単一割出創成研削)の何れかを使用する。
【0017】
超硬材料で形成された特別なホブ又は形削りカッターを用いるスカイビングは、切削時間はそれほど長くないが、高価なだけでなくすぐに入手できない若しくは入手不可能な工具を必要とする。
【0018】
フェースギヤのホーニングは、例えば、熱処理・研磨されるとともにCBNで被覆されたピニオンを必要とする。このピニオンは、高価であり、柔軟性が無く、切屑を良好に除去するために幾分大きなピニオンオフセット(フェースギヤとその相手である円筒状ピニオンとの間に必要なオフセットに等しい)を必要するため、そのような高いオフセットを有するフェースギヤセットへの適用が限られる。
【発明の概要】
【発明が解決しようとする課題】
【0019】
本発明は、その外周に配列された切刃を有するカッター円板であって、それらの刃の研削エッジが該カッター円板の回転軸に対して垂直に配向され、それにより、ワーク(例えばフェースギヤ)に対してフェースギヤセットの相手ピニオンの圧力角と等しい角度で配向させることができるとともに、該ワークに歯元面を創成するために仮想ピニオン軸周りに回転させることができる平面を描くカッター円板に関する。
【図面の簡単な説明】
【0020】
【図1】フェースギヤ及びその相手である円筒状スパーピニオンの2次元断面図を示す。
【図2】A及びBは、球状ホブ工具及び円筒ホブ盤をそれぞれ示す。
【図3】図1に示すピニオンが形削りカッターに置き換えられたフェースギヤを示す。
【図4】軸平面断面において図2Aのホブ工具の形状を模すようにドレッシングされたねじ状研削砥石の3次元図を示す。
【図5】フェースギヤの相手であるピニオンの歯形を模す研削形状を有する周縁円板研削砥石を示す。
【図6】フェースギヤ及び研削砥石の2次元断面図を示す(フェースギヤ軸が断面平面上にあり、該断面平面は仮想ピニオン軸に対して垂直である)。また、研削砥石周辺の分解図も含む。
【図7】ボトム(開始)、センター、及びトップ(終了)ロール位置における研削(又は切削)円板を示す。
【図8】2次元説明図(左側)及び工具円板における図(右側)を示し、また、仮想ピニオン軸と、ボトム、センター、及びトップロール位置を表す3本の接触線とを示す。
【図9】フェースギヤ及び工具円板の3次元図を示す。工具円板は、ボトム、センター、及びトップロール位置における輪郭で表わす。
【図10】A及びBは、三角形状ベクトル図の前面図及び上面図をそれぞれ示し、これらの図は、座標系と揺動型(cradle style)ベベルギヤ製造器への直接的なベクトルと相関している。
【図11】6軸自由加工機械におけるカッター円板及びフェースギヤの配置構成を示す。
【図12】工具円板の外周によってフェースギヤの最も深い歯底線がどのように形成されるかを示す。
【発明を実施するための形態】
【実施例】
【0021】
本発明の特徴及び少なくとも1つの構成を詳細に説明する前に、本発明はその用途において、以下の説明に記載又は図面に例示された構成及び構成要素の配置の詳細に限定されないことを理解されたい。本発明は、他の構成も可能であり、様々な形で実施・実行することが可能である。また、本明細書において使用する表現方法及び用語は説明のためのものであり限定するものとみなすべきではないことを理解されたい。
【0022】
「持つ」、「有する」、及び「含む」並びにそれらの変形表現の使用は、以下に列記する項目及びそれらの均等表現並びにその他の項目を包含することを意図するものである。方法又はプロセスの要素を識別するための文字の使用は単純に識別のためのものであり、該要素が特定の順序で実行されなければいけないことを示すことを意図するものではない。
【0023】
図面を説明する際、上側、下側、上方、下方、後方、ボトム、トップ、前方、後方等のような方向について以下の記載において参照するが、これらの参照は便宜上(普通に見た)図面に対してなされる。
【0024】
これらの方向は、文字通り受け止められたり、ある配向又は形態において本発明を限定したりすることを意図するものではない。また、「第1」、「第2」、「第3」等の表現は、本明細書において、説明のために使用され、重要性や重大さを示したり暗示したりすることを意図するものではない。
【0025】
ある用途のためのフェースギヤの利用は、効率的かつ経済的な製造プロセスの利用可能性に大きく依存する。これまで、フェースギヤのための経済的なソフト加工又はハード加工プロセスとして利用できるものは無い。
【0026】
図1は、フェースギヤ及びその相手である円筒状スパーピニオンの2次元断面図を示す。この例では、フェースギヤ軸とピニオン軸との軸角は90°である。軸角が90°を超えると、フェースギヤは内リングギヤとなる。軸角が0°となる特別な場合では、フェースギヤ対は、円筒状リングギヤに変化する。
【0027】
図2Aは、球状ホブ工具を示す。このホブの切刃(切歯)は、(3つの歯からなる部分において)円筒状のピニオン本体の周りでグループ化すると、スパーピニオンの歯に相当する。図2Bも、変形ホブヘッドを有する円筒ホブ盤を示し、これにより、該ホブの底部にあるフェースギヤの歯を切削することができる。一般的には1条ホブが使用される。1条ホブの場合、ホブを1回転させる毎にワークを1ピッチ回転させる必要がある。該ホブは、フェースギヤの外側から内側に送られる。工具送り中、工具リード角によって決まるワーク回転の補正量を考慮する必要がある。
【0028】
図3は、図1に示すピニオンを形削りカッターに置き換えたフェースギヤを示す。形削りカッターは、多数の切歯を有し、この数はフェースギヤの相手ピニオン(及び仮想ピニオン)と等しい。形削りカッター軸に対して垂直な平面における切削輪郭は、仮想ピニオンの面輪郭を正確に模している。形削りカッターはフェースギヤと噛合した状態で回転するが、切屑を除去する動作のために、カッターの軸方向のストローク運動が必要である。
【0029】
図4は、軸平面断面において図1のホブ工具の形状を模すようにドレッシングされたねじ状研削砥石の3次元図を示す。ねじ状砥石が回転する間、研削ねじ山形状の湾曲した配向が、研削砥石軸及びストローク方向によって定義される平面内の位置において、回転する仮想ピニオンの輪郭に近似する。仮想ピニオンの全幅をシミュレーションするためには、研削砥石をフェースギヤの歯幅に沿って仮想ピニオンの軸方向に横断させる必要がある。ねじ山が1条の研削砥石の場合、砥石の1回転毎にワークを1ピッチ回転させる必要がある。横断プロセス中、ワークの回転にはリード補正値が重畳される。
【0030】
図5は、周縁円板研削砥石を示す。研削形状は、フェースギヤの相手ピニオンの歯形を模す。この形状によって、研削砥石の各側にフェースギヤ形状の1点が形成される(1つのロール位置及び1つの歯幅位置)。砥石が仮想ピニオンの方向にストロークすると、仮想ピニオンとフェースギヤとの間に(創成される形状の各側の)1本の接触線が形成される。フェースギヤの歯形全体を形成するためには、研削砥石を(ストロークさせながら)仮想ピニオン軸周りに回転させる必要がある。もしストローク動作が非常に速く且つ仮想ピニオン軸周りの回転が非常に遅いと、数学的に完璧な一対のフェースギヤの歯元面が創成される。図5における研削砥石の位置は、創成ロールプロセスにおけるセンターロール位置を表す。
【0031】
図6は、フェースギヤの2次元断面図を示す(フェースギヤ軸が断面平面上にあり、該断面平面は仮想ピニオン軸に対して垂直である)。また、同図は研削砥石の周辺に向けられており、該砥石は、図5のようなセンターロール位置ではなく、開始及び終了ロール位置にある状態を示す。
【0032】
すでに説明したように、特定の先行技術によるフェースギヤのソフト及びハード加工方法は、特定の仕事に特化した複雑で特別な工具を必要とし、こうした工具は高価であるとともに、他の仕事や最適化を行う際の使用の仕方に関して柔軟性が無い。また、加工及び/又はドレッシングのための時間が長く複雑である。
【0033】
本発明者は、その外周に配列された切刃(又は研磨材料)を有する(例えば、切削又は研削用の)工具円板であって、それら切刃の切削エッジがカッター円板の回転軸に対して垂直な工具円板が、ワーク(フェースギヤ)に対してフェースギヤセットの相手ピニオンの圧力角と等しい角度で配向させることができるとともに、該ワークに一歯元面を創成しながら、仮想ピニオン軸周りに回転させることができる平面を描くということを発見した。図7は、ボトム(開始)、センター、及びトップ(終了)ロール位置における研削(又は切削)円板を示す。この円板は、回転軸に対して垂直な(又は若干テーパ状の)左側の面の外側に研磨層(又は切削エッジ)を有する。円板の面は、センターロール位置において仮想ピニオンのピッチ線に完全に相当する創成面である。開始ロールと終了ロールとの間の各ロール位置において、工具及びワークは、一定の角度回転させる必要がある。工具円板は、それぞれの新たなロール位置に仮想ピニオン軸周りにある角度ずつ回転させる必要がある。当該角度は、フェースギヤの歯数を仮想ピニオンの歯数で除算し、ワーク歯車回転角度の増分で乗算するとともに、少量の追加の回転を加えることによって計算され、これによって円板は、この特定のロール位置におけるインボリュートと共通の線を有するように配置される。
【0034】
図9は、フェースギヤ及び工具円板の3次元図を示す。この工具円板は、ボトム、センター、及びトップロール位置における輪郭によってのみ表わす。上記した創成面は、工具円板の輪郭内側の面である。本発明のプロセスの場合、横送り動作が無いため、横送り動作が必要なプロセスと比較して加工時間が大幅に削減される。
【0035】
仮想ピニオン軸は、仮想又は論理上のべベルギヤを創成するための基本機械に位置付けることができる。これにより、フェースギヤ及びその相手である円筒状ピニオンのそれらの最終的な適用(例えば、ギヤボックス)における関係と同じ関係を創成円筒状ピニオンとワーク歯車とがなすような創成ピニオンに、この仮想ピニオン軸を相当させる。上記のような基本機械は、例えば、その開示が参照により本明細書に組み込まれる米国特許第4,981,402号や第6,712,566号に記載されている。カッターが仮想ピニオン軸周りに回転する間、ワークをピニオンとフェースギヤとの比率に応じてその軸周りに回転させる必要がある。
【0036】
上記したように、カッターの刃は、側面が直線状のラックの一歯元面に相当するため、ピニオン歯元面の正しい創成インボリュートをまだ模してはいない(図7、創成イボリュート対創成面)。これは、製造するフェースギヤ歯元面に一致させるべき元のピニオン歯元面のインボリュートに等しくなるように刃の切削エッジを成形することによって実現できる。単純且つ汎用的な直線状エッジを有する切削工具を使用することができるようにする他の可能性としては、1つの歯元面を創成しながら、又は、その開示が参照により本明細書に組み込まれる米国特許第5,580,298号に記載されているように1つ以上のアクティブな機械設定を利用しながら、非一定の創成ロール関係(例えば、変形ロール)を導入するということがある。ロール角に関係する4次以上の係数を、創成ピニオンとワーク歯車(フェースギヤ)との一定のロールの基礎比率と合わせて乗算する。これによって、仮想創成ピニオンのインボリュートの良好な近似を達成することができる。
【0037】
Ra=Ra0+Ra1・q+Ra2・q2+Ra3・q3+Ra4・q4...(1)
(式(1)中、
Ra… ロールの比率(非一定)
q… ロールの中心からのロール角の距離
Ra0…ロールの基礎比率(一定)
Ra1…ロールの中心からのロール角と乗算される1次係数
Ra2…ロールの中心からのロール角の2乗と乗算される2次係数
Ra3…ロールの中心からのロール角の3乗と乗算される3次係数
Ra4…ロールの中心からのロール角の4乗と乗算される4次係数
である。)
【0038】
インボリュート曲率半径は、創成ピニオン形状に沿う多数の点において計算することができる。2次係数Ra2は、基本的に、ピッチ点でのインボリュートの曲率を定義する。3次係数Ra3は、歯元と歯先との間の曲率の一定の変化を考慮に入れている。非一定のインボリュート曲率の変化の最大部分は、4次係数Ra4を定義することによって達成することができる。最適な係数を計算する好適な方法は、回帰計算を使用することである。この回帰計算では例えば、非線形ロール比率によりインボリュート形状をシミュレーションするために、正しいインボリュートと係数のロール動作に対する影響との間の差を最小化する「最小二乗誤差法」を適用する。4次よりも高い次数を適用して、インボリュートの精度を向上することもできる。或いは、インボリュートの数学関数を、機械運動に直接適用することもできる。直線とインボリュートとの間の補正量の計算例を図8に示す。
【0039】
図8は、その左側に、工具円板における2次元説明図を示し、また、仮想ピニオン軸と、ボトム、センター、及びトップロール位置を表す3本の接触線とを示す。右側には、センターロール位置における工具円板の外周を見た図を示す。接触線は、この図において点として示す。仮想ピニオンの正しいインボリュートは、接触点(センターロール位置の接触線)において創成面にインボリュートが接触する円板の内側に描かれる。インボリュート関数は、圧力角やピッチ直径等の仮想ピニオンに関する情報から計算することができる。円板の創成面上の点は、仮想ピニオン軸の位置に相当する点をその起点とする円によってインボリュートで接続することができる。ピッチ点(センターロール位置)においてのみ、アーク長はゼロとなる。他の各位置におけるアークは、少量の追加的な回転量(角度Δφ)の正確な値を表し、変形ロール係数(式1)を定義するために使用されるか、創成ロール中の工具円板の仮想ピニオン軸周りの回転に重畳される。工具軸に垂直な直線の代わりに、外側形状を正確にインボリュートの形状に与えることも可能である。この場合、補正回転を与える必要はない。
【0040】
砥石の直径が歯幅に対して小さい場合、創成形状は若干歪んだものとなる。言い換えれば、歯幅の中心においてのみ、工具上のインボリュートは理論上の歯底線に対して垂直となる。しかしながら、歯幅が2・sin5°・(直径/2)よりも小さいと、形状方向における形状の位置ずれ量は(1−cos5°)・直径/2に達する。この量は工具円板の半径の0.38%であり、ほとんどの場合において無視することができる。(形状における所望の数の点の)角度Δφを、仮想ピニオンの前述した少量の追加される回転量として使用することができる(平板工具円板の場合)。
【0041】
上記手順は、1つの溝の一方の歯元面を創成するだけであるが、フェースギヤの歯数に応じて、フェースギヤの各溝について繰り返す必要がある(単一割出プロセス)。これを実現するために、工具をフェースギヤの溝から割出し位置に引き戻し、その後ワーク歯車(フェースギヤ)を割出し回転させる。
割出角度=360°/(フェースギヤの歯数) (2)
【0042】
割出後、工具を、例えば、その開示が参照により本明細書に組み込まれる米国特許第5,310,295号や第5,716,174号に示すようなベクトル送り方法等の適切な工具送り方法によって、ワークの溝深さまで完全に送る。工具送りプロセス部分(プランジング)の角度配向は、好ましくは、歯元ロール位置となるように選択される。工具先端が溝の底部に達した後、創成ロールを開始して、フェースギヤの歯元面形状を形成する。創成ロールは、フェースギヤの歯の歯底から開始し、歯先で終了する(図7)。
【0043】
或いは、割出後、工具をトップロール位置に位置付け、プランジングを行うことなく歯先から歯底にかけてフェースギヤの歯元面形状を創成してもよい。
【0044】
各溝の第1歯元面を創成した後、創成ピニオンの第2歯元面に相当するように、工具を仮想べベルギヤを創成するための機械本体に再び位置づけることができる。フェースギヤの各歯の第2歯元面を創成するために、第1歯元面を創成するのに使用したものと同じ手順を適用することができる。第2歯元面の切削プロセスの場合、第1歯元面の創成からすでに溝が存在しているので、表面速度及びロール動作に関する仕上げパラメータを適用することができる。これに対して、第1溝の切削は、効果的には、荒加工及び仕上げ加工の組み合わせで行う。
【0045】
歯底から歯先へ創成を行う場合、創成ロール開始前にわずかな量の材料を除去する時には、割出位置からボトムロール位置へ工具を移動するための送り動作を、当該距離のうち相当量(例えば90%)を高速で行い(高速送り)、当該送り動作の終わり頃に減速させることができる。
【0046】
本発明の設定及び動的関係は、上記のように仮想ベベルギヤを創成するための機械本体に基づくものとするか、或いは、同様に適用可能な他のモデル又は手順に基づくものとすることができる。図10A及び10Bは、三角形状ベクトル図を示し、この図は、その座標系及び揺動型(cradle style)ベベルギヤ創成装置に直接向かうベクトルと相関している。図10Bは、揺動軸(仮想ピニオン軸と等しい)に対して垂直な前面図を表す。RMは、揺動軸から、創成されるフェースギヤの溝の歯底を指している。EXは、揺動軸から、工具円板の起点(工具軸基準点)を指している。YCUTは、工具円板軸のベクトルである。RWは、工具円板の中心から、創成されるフェースギヤの溝の歯底を指している。ロール位置のセンターが示されており、YCUTが仮想ピニオンの圧力角と等しい角度を有するが、他には傾斜しておらずX−Z平面上にある。図10Aは、三角形状ベクトル図の上面図を示す。この図から、上面図からのベクトルの配置を確認でき、上記前面図と共にベクトル図の一価の定義が分かる。
【0047】
上記仮想機械本体から、フェースギヤの切削プロセスを、適切な機械的機械設定に変換することが可能である。また、本発明のプロセスの一好適な実施例として、上記仮想機械本体(又は任意の他のモデル)を、図11に示すような5又は6軸自由加工機械(例えば、米国特許第4,981,402号又は第6,712,566号)のテーブルの軸位置及び/又は動作に変換することも可能である。図11は、6軸自由加工機械におけるカッター円板及びフェースギヤの配置構成を示す。図10A及び10Bのベクトル図は、創成ロール比率と合わせて、軸位置テーブルを計算するためにあらゆる情報を表す。当業者であれば、正確な歯面形状を製作するために少量の追加的な回転Δφを工具の回転に重畳する必要があることは理解されよう。
【0048】
仮想基本設定を直線自由加工機械の位置(及び/又は動作)に変換すると、第1及び第2歯元面の切削は、該自由加工機械内の上側及び下側切削位置に転換される。歯先円すい角及びピッチ円すい角が90°の真のフェースギヤの場合、作業は、第1歯元面(例えば、上側歯元面)を創成した後、正確な溝幅を有する同一の溝の第2歯元面(例えば、下側歯元面)を創成するために180°回転させる必要がある。
【0049】
歯先円すい角及びピッチ円すい角が90°ではないフェースギヤの場合(円筒状ピニオンとフェースギヤとの軸角が90°ではない場合)、正確な溝幅を創成するために必要なワークの位相角回転を求めるために、参照により本明細書に組み込まれる米国特許第7,364,391号に示されるような計算を適用しても良い。
【0050】
本発明のプロセスにおいては、直線ではなく曲線の歯底線を生成する円周状工具(例えば、カッター)の半径によって定義される、該工具の曲率を考慮に入れなければならない。フェースギヤの歯の端部での溝深さは、正確である(フェースギヤの相手である円筒状ピニオンと頂げき(clearance)とから導かれる)が、内端部(toe)と外端部(heel)との間に余剰な深さを有し、一般的に、中央面において最も深い。図12は、工具円板の外周によってフェースギヤの最も深い歯底線がどのように形成されるかを示す。形成された歯底線は、ロール位置のスペクトルからの包絡面となる。フェースギヤの内側端部及び外側端部は、(フェースギヤの左側に示すような理論上平行な深さの歯の)理論深さを有する。2つの端部の間には、余剰な深さが生成される。この深さは一般的に中央面において最も深い。歯底線の曲率は、カッター円板の直径によって調節することができるが、曲線の歯底線は、上記米国特許第7,364,391号によって製造された直線状ベベルギヤにおいて何ら欠点を示さない。従って、所定の設計のために、可能な限り大きいカッター円板を使用することが好ましい実施例となる。
【0051】
本発明の方法の他の態様は、カッター円板が、その軸面において、回転対称な表面を形成するだけであるということである。これによって、スパーピニオンの歯元面のインボリュートの近似が可能になる。はすば歯車の歯元面は、ピニオンの基礎円筒の周りに螺旋状に巻かれる。この螺旋形状は、回転カッター円板を使用して近似することができず、本発明の方法を、スパーピニオンを相手部材として使用するフェースギヤに限定する。非常に小さいねじれ角(例えば5°未満)のはすば歯車は、歯元面及び歯底の誤差が微量なため、少なくとも部分的に補正することができる。
【0052】
本発明の方法によれば、フェースギヤと相手ピニオンとの軸角を、0°(フェースギヤが円筒状ギヤに変化する)と90°超(フェースギヤは内リングギヤとなる)との間に設定することが可能である。また、本発明の方法によれば、フェースギヤと相手ピニオンとの間の軸のオフセットを実現することができる。
【0053】
本発明を、好適な実施例を参照して説明してきたが、本発明はこの特定の実施例に限定されないことは理解されたい。本発明は、添付の特許請求の範囲の精神及び範囲から逸脱しない限りにおいて、本発明の主題が属する技術における当業者にとって明らかな変形を包含することを意図するものである。
【特許請求の範囲】
【請求項1】
複数の歯溝を有するフェースギヤであって、各歯溝が第1及び第2歯面を含むフェースギヤを製造する方法であって、
回転軸を有するフェースギヤのワークを用意する工程と、
外周と回転軸とを有する円板状工具であって、前記外周に位置付けられた1つ以上のストック除去面を有し、該ストック除去面が前記回転軸に対して略垂直に配向されるとともに創成面を画成する円板状工具を用意する工程と、
前記ワークに前記第1及び第2歯面のうちの一方を創成するために、前記工具と前記ワークとを互いに相対的に位置決めする工程と、
前記工具をその回転軸周りに回転させるとともに、前記工具を前記フェースギヤのワークに向けて相対的に送る工程と、
前記工具と前記ワークとを互いに相対的に移動させることによって、前記ワークに前記第1及び第2歯面のうちの一方を創成する工程と
を含み、
前記創成工程が、前記ワークをその回転軸周りに回転させることと前記工具を前記フェースギヤのワークに噛合する仮想ピニオンの回転軸周りに回転させることとを含み、前記工具及び創成面が、前記創成工程中前記フェースギヤのワークに噛合しながら回転する前記仮想ピニオンの歯のロール動作をまねる創成ロールを描く、方法。
【請求項2】
前記工具と前記ワークとを互いに相対的に再位置決めし、前記ワークに前記第1及び第2歯面のうちの他方を創成する工程をさらに含み、
前記創成工程が、前記ワークをその回転軸周りに回転させることと前記工具を前記フェースギヤのワークに噛合する仮想ピニオンの回転軸周りに回転させることとを含み、前記工具及び創成面が、前記創成工程中前記フェースギヤのワークに噛合しながら回転する前記仮想ピニオンの歯のロール動作をまねる創成ロールを描く、請求項1に記載の方法。
【請求項3】
前記工具を前記ピニオンの回転軸周りに回転させること、及び、前記フェースギヤのワークを回転することを、互いにタイミングを合わせた関係性をもって行う、請求項1に記載の方法。
【請求項4】
前記タイミングを合わせた関係は、前記フェースギヤの歯数及び前記仮想ピニオンの歯数に応じたものである、請求項3に記載の方法。
【請求項5】
前記創成ロールが、所定の数の創成ロール増分を含み、
前記増分のそれぞれにおいて、前記フェースギヤのワークを、所定の追加量回転させることによって、該特定の創成ロール増分において形成された歯面と共通の線を前記工具が有するように位置付ける、請求項1に記載の方法。
【請求項6】
前記工具の前記1つ以上のストック除去面が直線状である、請求項1に記載の方法。
【請求項7】
前記工具の前記1つ以上のストック除去面が、前記仮想ピニオンの歯元面形状に一致する形状を有する、請求項1に記載の方法。
【請求項8】
前記仮想ピニオンが、インボリュート状の歯元面を含む、請求項1に記載の方法。
【請求項9】
歯元面を創成する工程の後に、前記工具を歯溝から引き戻し、前記フェースギヤのワークを他の溝位置に割出し、そして前記創成方法を当該歯溝位置に対して繰り返し、前記引き戻し工程、割出工程、及び創成工程を、前記フェースギヤのワークの全ての歯溝に対して繰り返す、請求項1に記載の方法。
【請求項10】
前記送り工程が、前記工具を前記フェースギヤのワークの歯底位置に対してプランジングし、その後、前記歯底位置を起点とする創成パスに沿って前記歯の先端部分に向かう方向に開始される前記創成ロールによって歯面を創成することを含む、請求項1に記載の方法。
【請求項11】
前記送り工程が、前記歯の先端部分に接触させ、その後、前記歯の先端部分を起点とする創成パスに沿って前記歯底位置に向かう方向に開始される前記創成ロールによって歯面を創成することを含む、請求項1に記載の方法。
【請求項1】
複数の歯溝を有するフェースギヤであって、各歯溝が第1及び第2歯面を含むフェースギヤを製造する方法であって、
回転軸を有するフェースギヤのワークを用意する工程と、
外周と回転軸とを有する円板状工具であって、前記外周に位置付けられた1つ以上のストック除去面を有し、該ストック除去面が前記回転軸に対して略垂直に配向されるとともに創成面を画成する円板状工具を用意する工程と、
前記ワークに前記第1及び第2歯面のうちの一方を創成するために、前記工具と前記ワークとを互いに相対的に位置決めする工程と、
前記工具をその回転軸周りに回転させるとともに、前記工具を前記フェースギヤのワークに向けて相対的に送る工程と、
前記工具と前記ワークとを互いに相対的に移動させることによって、前記ワークに前記第1及び第2歯面のうちの一方を創成する工程と
を含み、
前記創成工程が、前記ワークをその回転軸周りに回転させることと前記工具を前記フェースギヤのワークに噛合する仮想ピニオンの回転軸周りに回転させることとを含み、前記工具及び創成面が、前記創成工程中前記フェースギヤのワークに噛合しながら回転する前記仮想ピニオンの歯のロール動作をまねる創成ロールを描く、方法。
【請求項2】
前記工具と前記ワークとを互いに相対的に再位置決めし、前記ワークに前記第1及び第2歯面のうちの他方を創成する工程をさらに含み、
前記創成工程が、前記ワークをその回転軸周りに回転させることと前記工具を前記フェースギヤのワークに噛合する仮想ピニオンの回転軸周りに回転させることとを含み、前記工具及び創成面が、前記創成工程中前記フェースギヤのワークに噛合しながら回転する前記仮想ピニオンの歯のロール動作をまねる創成ロールを描く、請求項1に記載の方法。
【請求項3】
前記工具を前記ピニオンの回転軸周りに回転させること、及び、前記フェースギヤのワークを回転することを、互いにタイミングを合わせた関係性をもって行う、請求項1に記載の方法。
【請求項4】
前記タイミングを合わせた関係は、前記フェースギヤの歯数及び前記仮想ピニオンの歯数に応じたものである、請求項3に記載の方法。
【請求項5】
前記創成ロールが、所定の数の創成ロール増分を含み、
前記増分のそれぞれにおいて、前記フェースギヤのワークを、所定の追加量回転させることによって、該特定の創成ロール増分において形成された歯面と共通の線を前記工具が有するように位置付ける、請求項1に記載の方法。
【請求項6】
前記工具の前記1つ以上のストック除去面が直線状である、請求項1に記載の方法。
【請求項7】
前記工具の前記1つ以上のストック除去面が、前記仮想ピニオンの歯元面形状に一致する形状を有する、請求項1に記載の方法。
【請求項8】
前記仮想ピニオンが、インボリュート状の歯元面を含む、請求項1に記載の方法。
【請求項9】
歯元面を創成する工程の後に、前記工具を歯溝から引き戻し、前記フェースギヤのワークを他の溝位置に割出し、そして前記創成方法を当該歯溝位置に対して繰り返し、前記引き戻し工程、割出工程、及び創成工程を、前記フェースギヤのワークの全ての歯溝に対して繰り返す、請求項1に記載の方法。
【請求項10】
前記送り工程が、前記工具を前記フェースギヤのワークの歯底位置に対してプランジングし、その後、前記歯底位置を起点とする創成パスに沿って前記歯の先端部分に向かう方向に開始される前記創成ロールによって歯面を創成することを含む、請求項1に記載の方法。
【請求項11】
前記送り工程が、前記歯の先端部分に接触させ、その後、前記歯の先端部分を起点とする創成パスに沿って前記歯底位置に向かう方向に開始される前記創成ロールによって歯面を創成することを含む、請求項1に記載の方法。
【図1】


【図2A】

【図2B】

【図3】

【図4】

【図5】

【図6】

【図7】

【図8】

【図9】
【図10A】

【図10B】

【図11】

【図12】

【図2A】
【図2B】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図10A】
【図10B】
【図11】
【図12】
【公表番号】特表2013−500875(P2013−500875A)
【公表日】平成25年1月10日(2013.1.10)
【国際特許分類】
【出願番号】特願2012−523690(P2012−523690)
【出願日】平成22年8月3日(2010.8.3)
【国際出願番号】PCT/US2010/044215
【国際公開番号】WO2011/017301
【国際公開日】平成23年2月10日(2011.2.10)
【出願人】(500094370)ザ グリーソン ワークス (26)
【公表日】平成25年1月10日(2013.1.10)
【国際特許分類】
【出願日】平成22年8月3日(2010.8.3)
【国際出願番号】PCT/US2010/044215
【国際公開番号】WO2011/017301
【国際公開日】平成23年2月10日(2011.2.10)
【出願人】(500094370)ザ グリーソン ワークス (26)
[ Back to top ]