
国際特許分類[B23F5/06]の内容
処理操作;運輸 (1,245,546) | 工作機械;他に分類されない金属加工 (71,475) | 歯車またはラックの製造 (592) | 製造されるべき歯に対する工作物のローリングオフ運動または包絡運動に連動して工具を移動させる直歯の製造 (114) | 研削によるもの (49) | 皿形の研削工具を用いるもの (7)
国際特許分類[B23F5/06]に分類される特許
1 - 7 / 7
ワークピースのハードフィニッシュを行うためのハードフィニッシュ加工機
【課題】ハードフィニッシュ加工機における冷却潤滑剤の供給条件を自動的に調節する。
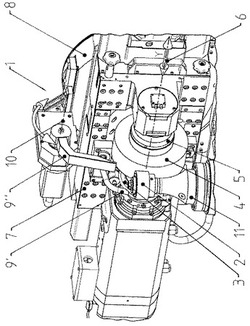
【解決手段】ハードフィニッシュ加工機は、ワークピース2とハードフィニッシュ工具3,4との間の加工領域に冷却潤滑剤を供給するための冷却潤滑剤供給手段を備え、最適化された冷却潤滑剤供給条件であらゆる可能な工具と方法とを組み合わせて作動するために、冷却潤滑剤供給手段9は、冷却潤滑剤の流れのための少なくとも1つの開口部を有する少なくとも1つの第1の冷却潤滑剤ノズル9’と、冷却潤滑剤の流れのための少なくとも1つの開口部を有する少なくとも1つの第2の冷却潤滑剤ノズル9”とを備え、2つの冷却潤滑剤ノズル9’,9”は、ツールスピンドル5の回転軸6の方向Yにおいて相互に相対移動可能に配置される。
(もっと読む)
ワークピースのハードフィニッシュを行うためのハードフィニッシュ加工機

【課題】ハードフィニッシュ加工機における冷却潤滑剤の供給条件を自動的に調節する。
【解決手段】ハードフィニッシュ加工機は、ワークピースとハードフィニッシュ工具との間の加工領域に冷却潤滑剤を供給するための冷却潤滑剤供給手段9を備え、最適化された冷却潤滑剤供給条件であらゆる可能な工具と方法とを組み合わせて作動するために、冷却潤滑剤供給手段9は、少なくとも1つのノズル要素10を備え、ノズル要素10は、流路出口開口部13,14をそれぞれ有する少なくとも2つのノズルチャンバ11,12を備え、少なくとも2つの流路出口開口部13,14は、ツールスピンドルの回転軸の方向Yにおける同じ作動位置に配置され、ノズル要素10は、ツールスピンドルの回転軸に垂直な面内で移動可能である。
(もっと読む)
ワークピースのハードフィニッシュを行うためのハードフィニッシュ加工機
【課題】ハードフィニッシュ加工機における冷却潤滑剤の供給条件を自動的に調節する。
【解決手段】ハードフィニッシュ加工機は、ワークピースとハードフィニッシュ工具との間の加工領域に冷却潤滑剤を供給するための冷却潤滑剤供給手段9を備え、最適化された冷却潤滑剤供給条件であらゆる可能な工具と方法とを組み合わせて作動するために、冷却潤滑剤供給手段9は、少なくとも1つのノズル要素10を備え、ノズル要素10はノズルチャンバ11を備え、ノズルチャンバ11は、冷却潤滑剤用の流路出口開口部14を規定する2つの対向する壁要素12,13により限定され、壁要素12,13の少なくとも一方は、流路出口開口部14を変化させるように移動可能に配置される。
(もっと読む)
フェースギヤを製造するための方法及び工具
その外周に配列された切刃を有するカッター円板であって、それらの刃の研削エッジが該カッター円板の回転軸に対して垂直に配向され、それにより、ワーク(例えばフェースギヤ)に対してフェースギヤセットの相手ピニオンの圧力角と等しい角度で配向させることができるとともに、該ワークに歯元面を創成するために仮想ピニオン軸周りに回転させることができる平面を描くカッター円板。 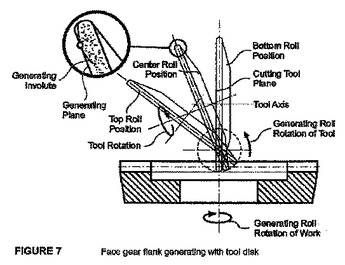 (もっと読む)
(もっと読む)
ベベルギアを非連続的に研磨する方法、およびこれに関連する多軸研磨装置を制御するソフトウェア
【課題】本願発明は、最も簡便な手段で、すべての波面に対して理想的な表面品質を有するようにベベルギアを製造する方法、およびこれに関連するソフトウェアを提供する。
【解決手段】本願発明は、多軸研磨マシン上にあるn個の歯およびn個の歯間を有する歯車の歯面をチップ除去するマシン加工方法に関する。研磨ディスクは、n個の歯間のそれぞれを所定のプランジング深度でプランジング処理する。前記研磨ディスクが新たにドレッシング処理された場合、歯車のマシン加工の最初の段階で、n個の歯間のうちm個の歯間について、通常の所定プランジング深度に対応する所定の第1の規制値を用いてプレマシン加工する(m=1,2,3)。残りの(n−m)個の歯間について、通常の所定プランジング深度を用いて連続的にマシン加工する。最後に、m個の歯間について、通常の所定プランジング深度に対応する第2の規制値を用いてポストマシン加工する。
(もっと読む)
歯車研削機の操作方法
【課題】歯車研削機に関し、短時間で柔軟に且つ低コストで、様々な形状及び配置の歯車を製造する方法を提供する。
【解決手段】研削ディスク及び/又は研削ウォームを用いて歯車研削機上でワークを機械加工する工程と、上記歯車研削機において研削ディスク及び/又は研削ウォームをプロファイリングするための工程、上記歯車研削機上において上記プロファイリング工具をドレッシングする工程とを有する歯車研削機の操作方法に関する。
(もっと読む)
研削ウォームのプロフィル形成方法および装置並びにプロフィル形成ツール
【課題】ディスク形のプロフィル形成ツールが回転する研削ウォームに沿って反復ストローク運動を行う一条又は多条ねじの研削ウォームのプロフィル形成法を改良して、ウォームねじの高さを容易にかつ迅速に変更修正し、同時にプロフィル形成を短時間で行う。
【解決手段】ウォームねじの軸方向断面の、異なる圧力角を有する2つの形状要素を形成するために、2つのプロフィル形成ストローク間で、該2つの形状要素に対応したプロフィルを有する該プロフィル形成ツールが研削ウォームの回転軸およびプロフィル形成スピンドル軸の共通平面に直角な旋回軸Fの周りで旋回運動の追加運動を行い、旋回角の大きさは希望圧力角の差(α1−α2)=ΔαKRおよびプロフィル形成ツールの幾何形状に応じて決定され、プロフィル形成ツールの旋回は該旋回軸Fに平行な第2の旋回軸C及び/又は垂直な第3の旋回軸Aの周りの研削ウォームの旋回運動により置き換えるか又は補充する。
(もっと読む)
1 - 7 / 7
[ Back to top ]