
カップ ゲゼルシャフト ミット ベシュレンクテル ハフツングにより出願された特許
1 - 8 / 8
ワークピースのハードフィニッシュを行うためのハードフィニッシュ加工機
【課題】ハードフィニッシュ加工機における冷却潤滑剤の供給条件を自動的に調節する。
【解決手段】ハードフィニッシュ加工機は、ワークピースとハードフィニッシュ工具との間の加工領域に冷却潤滑剤を供給するための冷却潤滑剤供給手段9を備え、最適化された冷却潤滑剤供給条件であらゆる可能な工具と方法とを組み合わせて作動するために、冷却潤滑剤供給手段9は、少なくとも1つのノズル要素10を備え、ノズル要素10はノズルチャンバ11を備え、ノズルチャンバ11は、冷却潤滑剤用の流路出口開口部14を規定する2つの対向する壁要素12,13により限定され、壁要素12,13の少なくとも一方は、流路出口開口部14を変化させるように移動可能に配置される。
(もっと読む)
ワークピースのハードフィニッシュを行うためのハードフィニッシュ加工機

【課題】ハードフィニッシュ加工機における冷却潤滑剤の供給条件を自動的に調節する。
【解決手段】ハードフィニッシュ加工機は、ワークピース2とハードフィニッシュ工具3,4との間の加工領域に冷却潤滑剤を供給するための冷却潤滑剤供給手段を備え、最適化された冷却潤滑剤供給条件であらゆる可能な工具と方法とを組み合わせて作動するために、冷却潤滑剤供給手段9は、冷却潤滑剤の流れのための少なくとも1つの開口部を有する少なくとも1つの第1の冷却潤滑剤ノズル9’と、冷却潤滑剤の流れのための少なくとも1つの開口部を有する少なくとも1つの第2の冷却潤滑剤ノズル9”とを備え、2つの冷却潤滑剤ノズル9’,9”は、ツールスピンドル5の回転軸6の方向Yにおいて相互に相対移動可能に配置される。
(もっと読む)
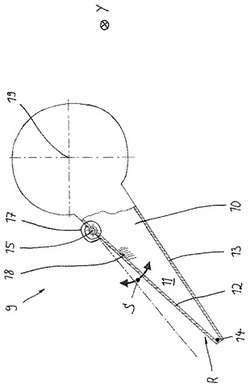
歯列−又はプロフィール研削盤を駆動するための方法及び、歯列−又はプロフィール研削盤
【課題】少なくとも1つの研削工具4を受容する少なくとも1つの工具スピンドル3と、少なくとも2つのワークスピンドル5,6とを有し、これらのワークスピンドルが少なくとも一時的にワーク2と研削工具4とを協働させるために、ワークスピンドル3に接近移動可能である形式の、歯列形成済み若しくはプロフィール形成済みのワーク2を研削する歯列−又はプロフィール研削盤1を改良して、主要なプロセス時間と副次的なプロセス時間との間のさらに改善された関係が得られるようにする。
【解決手段】少なくとも2つのワークスピンドル5,6が、研削位置Iからローディング位置IIへ、及びこれとは逆方向に、それぞれの旋回軸線7,8を中心にして旋回可能に配置され、前記歯列−又はプロフィール研削盤1が、前記2つのワークスピンドル5,6を互いに独立して旋回させることができる。
(もっと読む)
ワークピースのハードフィニッシュを行うためのハードフィニッシュ加工機
【課題】ハードフィニッシュ加工機における冷却潤滑剤の供給条件を自動的に調節する。
【解決手段】ハードフィニッシュ加工機は、ワークピースとハードフィニッシュ工具との間の加工領域に冷却潤滑剤を供給するための冷却潤滑剤供給手段9を備え、最適化された冷却潤滑剤供給条件であらゆる可能な工具と方法とを組み合わせて作動するために、冷却潤滑剤供給手段9は、少なくとも1つのノズル要素10を備え、ノズル要素10は、流路出口開口部13,14をそれぞれ有する少なくとも2つのノズルチャンバ11,12を備え、少なくとも2つの流路出口開口部13,14は、ツールスピンドルの回転軸の方向Yにおける同じ作動位置に配置され、ノズル要素10は、ツールスピンドルの回転軸に垂直な面内で移動可能である。
(もっと読む)
ワークを製造する方法及び研削機械
【課題】スクリュコンプレッサロータ及び相応な成形部を安価に製造できるようにする。
【解決手段】円筒形の基本輪郭を有しかつ外輪郭に螺条形状の成形部2を備えたスクリュコンプレッサロータ1を製造する方法であって、a)最終輪郭に対して余剰寸法を有する成形部2を形成することによる、ワーク1の予備加工、b)余剰寸法の一部を除去するための、研削機械における荒削り作業工程での、成形部2の前研削、及びc)余剰寸法の残りを除去して成形部2の最終輪郭を形成するための、研削機械における仕上げ作業工程での、成形部2の仕上げ研削というステップを有する形式の方法において、前研削及び/又は仕上げ研削を、ウォーム形状の研削工具3を用いて連続的な転動研削法で実施する。
(もっと読む)
ワークの精密仕上げのための精密加工装置
【課題】精密加工装置を改善して、ロット数のそれぞれ異なるワークの種々の各仕上げ加工作業を経済的かつ効率的に実施できるようにする。
【解決手段】精密加工装置の回転テーブル5は第1の回転位置Iを有し、該回転位置ではワーク2を工具4によって加工し、第2の回転位置を有しており、該回転位置ではワークは、第1の装入兼取り出し部位8でワークスピンドル7から取り出され、若しくはワークスピンドルに装着され、第2の回転位置と異なる第3の回転位置を有し、該回転位置ではワークは、第2の装入兼取り出し部位9でワークスピンドルから取り出され、若しくは該ワークスピンドル7に装着されるようになっている。
(もっと読む)
研削工具を整形するための方法および研削機械
【課題】より短い時間で同じ品質のまま研削工具のドレッシングを実現することが可能になるようにする。
【解決手段】少なくとも歯形2の高さXの一部にわたって、ディスク状のドレッシング工具5を案内し、これによって、同時に、第1の研削面6を第1の側面3に接触させ、第2の研削面7を第2の側面4に接触させ、このために、ディスク状のドレッシング工具5および/または研削工具1を、該研削工具1の回転軸線Cに対して垂直に延びる軸線Aを中心として互いに相対的に旋回させ、これによって、同時に両側面3,4をドレッシングするようにした。
(もっと読む)
歯車を研削するための研削機械
【課題】研削ウォームのドレッシングをより迅速であるにもかかわらず、正確に行うことができ、この場合、ドレッシング時の可能な限り高い程度のフレキシビリティを達成することを目標とする。
【解決手段】当該研削機械が、さらに、ドレッシング条片8を有しており、該ドレッシング条片8が、ドレッシングエッジ9を有しており、該ドレッシングエッジ9の形状が、研削ウォーム1の目標包絡曲線の少なくとも一部に相当しているようにした。
(もっと読む)
1 - 8 / 8
[ Back to top ]