
有限会社オダ技商により出願された特許
1 - 5 / 5
パイプ材の溝部成形方法
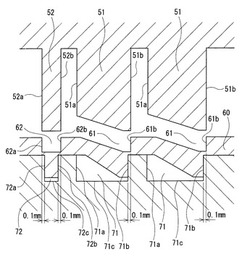
【課題】内壁上端のR形状が小さくなるように溝部を成形でき、実質的な溝部の深さを深くできるパイプ材の溝部成形方法を提供する。
【解決手段】ヘッドレストステイ用パイプ材60の外周面に溝部61,62を形成する成形方法であって、第一押込刃をその左右側面52a,52bが軸方向に垂直で左右の幅を凹部72の左右内壁72a,72b間の幅よりも幅広な矩形刃52とするとともに、第二押込刃をその右側面51が軸方向に垂直な傾斜刃51とし、さらに凹部72及び幅広凹部71の深さを、潰し込まれたヘッドレストステイ用パイプ材60の内周面が凹部72及び幅広凹部71の底面72c,71cに接触しないようにし、矩形刃52の左右側面52a,52bをそれぞれ凹部72の左右内壁72a,72bの左右外方に位置させ、傾斜刃51の右側面51bを幅広凹部71の右内壁71bの右外方に位置させた後、プレスする。
(もっと読む)
ヘッドレスト装置

【課題】構造が簡易で、生産性に優れ、提供価格を廉価に抑えることができ、かつ信頼性の高い、むち打ち障害軽減用のヘッドレスト装置を提供する。
【解決手段】座席5に取付けられる垂直脚片14,14を有する下フレーム12と、垂直脚片14,14の上方に位置し前方に向けて傾斜した二本の傾斜脚片16,16とそれらを連結する連結片18を有し、垂直脚片上端部15,15周りに回転自在な上フレーム11と、下フレーム12の上部と上フレーム11の全体を覆うようにして取付けられるヘッドレスト4と、制御部3からの信号で上フレーム11を前傾させる方向に回転させるモーター30と、傾斜脚片下端部に固定され垂直脚片上端部を内装し、内部に、内装される垂直脚片上端部の前面と後面に当接して、上フレーム11の前傾限度位置と後傾限度位置を決定する前傾規制面81a,81bおよび後傾規制面82a,82bを形成したリンクブラケット80,80を備える。
(もっと読む)
プラスチック製ヘッドレストフレーム
【課題】埋設する芯材の断面形状を加工することによって、鉄製と同等の剛性を備え、搭乗者へ加わる衝撃を緩和することのできる自動車用のヘッドレストフレームを提供する。
【解決手段】自動車の座席20に、ヘッドレスト10を支持するために取り付けられ、垂直部2a,3aの上端に傾斜部2b,3bを連設した二本の脚部2,3と、その傾斜部2b,3bの上端部間に横設された連結部4とを備え、前記垂直部2a,3aの上端部と傾斜部2b,3bおよび連結部4の全体を覆うようにして前記ヘッドレスト10が取り付けられるプラスチック製のヘッドレストフレーム1であって、二本の脚部2,3と連結部4に渡って一連一体の芯材30を埋設してなり、その芯材30は、断面長方形で両短辺31a,31cが座席20への取付時に自動車の前後方向に配置される角棒の部位31と、丸棒の部位32からなる。
(もっと読む)
プラスチック製ヘッドレストフレーム
【課題】鉄製と同等の剛性を備え、かつ予想を超える衝撃が加わった際にヘッドレストを残存した状態で折れ、搭乗者へ加わる衝撃を緩和することのできる自動車用のヘッドレストフレームを提供する。
【解決手段】自動車の座席20に、ヘッドレスト10を支持するために取り付けられ、垂直部2aの上端に傾斜部2bを連設した二本の脚部2と、その傾斜部2bの上端部間に横設された連結部3とを備え、垂直部2aの上端部と傾斜部2bおよび連結部3の全体を覆うようにしてヘッドレスト10を取り付けたプラスチック製のヘッドレストフレームにおいて、二本の脚部2のそれぞれに芯材4を埋設する。
(もっと読む)
自動車のシートバックに取りつけるプラスチック製ヘッドレストフレームの射出成形による製造方法
【課題】鍍金を必要としない又、大幅な軽量化可能な環境負荷の低いヘッドレストフレーム製造手法を提供する。
【解決手段】プラスチック射出成形によるヘッドレストフレームの一体成形技術を発明することで、要求される機能と強度を持ち、鍍金が不要環境負荷も低く更に大幅軽量化なるヘッドレストフレームの成形を可能にした。
(もっと読む)
1 - 5 / 5
[ Back to top ]