
プリーアムス ジステーム テヒノロギース アーゲーにより出願された特許
1 - 10 / 10
射出成形機の監視、データの記録及び/又は制御方法並びにその装置
溶融物を注入する射出成形金型1を有する射出成形機Pの監視、データの記録及び/又は制御する方法であって、金型1内の溶融物の粘性が直接に算定されることを特徴としている。  (もっと読む)
(もっと読む)
キャビティへの溶融物の充填の監視及び/又は制御方法
本発明は、コールドランナー式金型(2)を用いる射出成形機(P)の少なくとも1つのキャビティ(5)への溶融物の充填の監視及び/又は制御方法に関し、キャビティ(5)内の溶融物がセンサ(10)に到達するのに要する時間が測定され、その時間が変化したか又は異なる場合には、溶融物の粘性を変化させることを特徴としている。  (もっと読む)
(もっと読む)
射出成形機の射出成形工程の制御方法
本発明は、射出成形工程を制御する方法であって、成形品を製造するためにゲートを通って溶融物が注入される少なくとも1つのキャビティが形成された射出成形金型を有する射出成形機において、金型温度の時間経過が測定され、その時間経過に基づいて射出成形工程が制御されることを特徴とする。  (もっと読む)
(もっと読む)
射出成形部品製造の制御方法
本発明は射出成形機のキャビティ(10)及び場合によってはコア(9)を備えた射出成形金型(5)により、射出成形金型(5)の温度を制御して射出成形物の製造を制御する方法である。更に、キャビティ(10)及び/又はコア(9)を直接に加熱又は冷却するように構成している。  (もっと読む)
(もっと読む)
温度の測定、監視及び/又は制御装置
孔(2,3)を通じて外壁(6)へとセンサ本体(1)を貫通する測定素子(4,5)により温度、特に射出成形金型壁の温度の測定、監視及び/又は制御装置において、測定素子(4,5)をセンサ本体(1)内及び/又はセンサ本体内に予め形成した支持筒(7)に固定している。 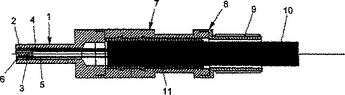 (もっと読む)
(もっと読む)
連結可能な圧力又は温度センサを有する成形装置
本発明は、型板(1、2)内に少なくとも部分的に入れ子(6、11)が形成され、キャビティ(12)内に物体を成形する装置であって、入れ子(11)内において、第1の連結部品(20)に連結されたセンサ(16)は該入れ子に形成されたキャビティの内壁(18)へと配置され、第1の連結部品(20)は型板(2)内の第2の連結部品(21)に連結されていることを特徴とする。  (もっと読む)
(もっと読む)
圧電センサ及びディジタル積分器を用いて物理量を測定する方法並びに装置
本発明は、増幅器への入力電圧を生成する圧電センサを用いて物理量を測定する方法であって、該センサは増幅器(11)への入力電圧(Ie)を生成し、増幅器から電圧が積分器(4)へと入力されることを特徴とする。  (もっと読む)
(もっと読む)
少なくとも1つのキャビティを充填する方法
本発明は、加圧下において複数のノズルからキャビティ内へ注入して、溶融物から成形品を製造する金型の少なくとも1つのキャビティ、特に射出成形機の金型の少なくとも1つのキャビティを充填する方法であって、キャビティ内の溶融物の流れを検出するセンサ(6a、8a)を少なくとも1つのノズルに配置し、このセンサの信号に基づいて、ノズルを通しての注入工程が逐次、制御されるように構成したことを特徴とする。  (もっと読む)
(もっと読む)
モジュル連結を有するセンサ
本発明は、基体4、4.1及び特に測定値を変換及び/又は伝送するセンサ素子5−5.4を有するセンサにおいて、センサ素子5−5.4に受容素子6−6.4が割当てられていることを特徴とする。  (もっと読む)
(もっと読む)
工具軸の操作方法
本発明は、特に、射出成形金型のセンサ(1)のセンサ素子により工具軸を操作する方法に関するものである。金型内圧を測定する少なくとも1つのセンサ(1)をキャビティ(3)に配置し、センサ素子(5)を遊び(7)を伴って鞘(4)内に挿入した後に調整し、感度を決定後、コード化可能な部品、例えば抵抗を選定し、センサ(1)に取付けて、鞘(4)と共に金型壁(2)の孔へ挿入した構成によって本発明による方法が実行される。  (もっと読む)
(もっと読む)
1 - 10 / 10
[ Back to top ]