
長島精工株式会社により出願された特許
1 - 3 / 3
研削盤
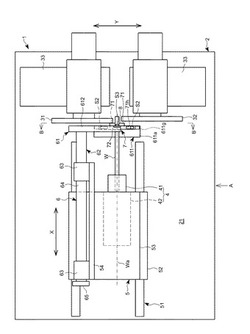
【課題】安定した支持状態を維持して小径長尺材に対する適切な研削加工を行うことができるとともに、小径長尺ではない部品に対しては過剰スペックとなることなく、好適に研削加工を施すことが可能な研削盤を提供する。
【解決手段】回転保持部4を支持した状態でフレームベース2上に取り付けられ且つ研削対象物Wの軸心方向Xに移動可能な主軸台5と、主軸台5に脱着可能に取り付けられ且つ研削対象物Wの回転保持部4に保持されていない部分を支持部7によって支持する支持ポイントと主軸台5との距離を伸縮させる伸縮機構6とを備え、伸縮機構6に取り付けた支持部7により支持ポイントで研削対象物Wを支持した状態で主軸台5を砥石31,32側に向かって軸心方向Xに移動させながら、砥石31,32により研削対象物Wを研削可能な研削盤1とした。
(もっと読む)
超砥粒砥石のドレッシング方法およびこの方法に用いる装置

【課題】研削ホイールの損耗をできるだけ抑制しつつドレッシング効果を更に改善して、研削加工精度をより一層高めかつ研削加工の生産性をより一層向上する。
【解決手段】ロータリドレッサ6の周速Vdを超砥粒砥石5の周速Vwより小さく設定した第1ドレッシング工程と、周速Vdを周速Vwと同一に設定した第2ドレッシング工程と、周速Vdを周速Vwより大きく設定した第3ドレッシング工程のうち、少なくとも2つのドレッシング工程を採用して、切込みを与えられかつ送り動作をされたロータリドレッサ6により超砥粒砥石5の研削使用面5aを、ロータリドレッサ6の周速Vdを変えてドレッシングする。
(もっと読む)
溝入れ研削加工方法
【課題】加工時間を低減しつつ、所定の研削仕上げ幅の溝を高精度にかつ短時間に、しかも安価に加工することのできる溝入れ研削加工方法を提供する。
【解決手段】回転する研削砥石7の切り込みを連続的に行い、かつこの研削砥石7を溝18の仕上げ幅内で溝18の幅方向に周期的に往復動させながら、ワーク12,13,14,15を溝18の延設方向に往復動させることにより、ワーク12,13,14,15に対して溝入れ研削加工を行う。研削砥石7の切り込みが溝18の設定深さになると、研削砥石7による溝入れ研削加工が終了する。こうして、設定幅で設定深さの溝が形成される。
(もっと読む)
1 - 3 / 3
[ Back to top ]