
アドバンエンジ株式会社により出願された特許
1 - 2 / 2
オーステナイト系ステンレス製角筒容器の成形方法、成形装置及び角筒容器
【課題】良好な形状性と側壁部板厚が均一なオーステナイト系ステンレス製角筒容器を実現する。
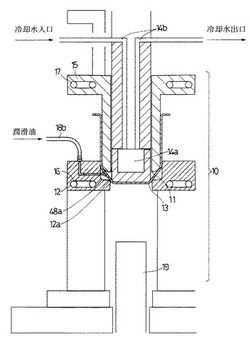
【解決手段】パンチ11及びダイス12を用いるオーステナイト系ステンレス製角筒容器の成形方法について、パンチを0〜30℃の温度に冷却し、かつダイスおよび/または板押さえを60〜150℃の温度に加熱し、ダイスコーナー部へダイス内部に設けた密閉空洞から潤滑剤を圧送により供給するとともに、連続したn工程のパンチとダイスの隙間を前工程後の被加工材の板厚tn(n=0〜19)に対して、0.8tn〜1.0tnに設定し、それにより常に容器の側壁部の板厚方向に圧縮応力を付加し、連続してn工程(n=1〜20)を再絞り・しごき加工する。
(もっと読む)
フェライト系ステンレス製角筒容器の成形方法、成形装置及び角筒容器
【課題】中間工程の焼鈍工程を省き、最終工程まで連続工程で再絞り・しごき加工することで、製造コストを低下することができる良好な形状性と側壁部板厚が均一なフェライト系ステンレス製角筒容器の成形方法を提供する。
【解決手段】パンチ及びダイスを用いるフェライト系ステンレス製角筒容器の成形方法について、パンチを0〜30℃の温度に冷却し、かつダイスおよび/または板押さえを60〜150℃の温度に加熱し、ダイスコーナー部へダイス内部に設けた密閉空洞から潤滑剤を圧送により供給するとともに、連続したn工程のパンチとダイスの隙間を前工程後の被加工材の板厚tnに対して、0.8tn〜1.0tnに設定し、それにより常に容器の側壁部の板厚方向に圧縮応力を付加し、連続してn工程を再絞り・しごき加工する。
(もっと読む)
1 - 2 / 2
[ Back to top ]