
株式会社 クニテックにより出願された特許
1 - 10 / 16
アイジョイント及びその製造方法
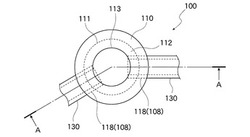
【課題】十分な製品性能を有しており、かつ、製造手順が煩雑でなく、製造コストも安くすることができるアイジョイント及びその製造方法を提供する。
【解決手段】孔123とこれに対向する開口部124を有するカップ状の部材120と、前記開口部と同径の開口部114を有するカップ状の部材110を有し、2つの部材が2つの開口部が対向するように係合されると共に分岐管130を有するアイジョイント100であり、一方の開口部の周縁部には第1インロー部115とその先端部に凸状部116が設けられ、他方の開口部の周縁部には第1インロー部を内側に嵌合させる第2インロー部125と凸状部が圧入される凹状部126が設けられ、凸状部が凹状部に圧入されて変形し、かしめられることで、2つの部材が固定されている。
(もっと読む)
薄肉曲がり管部材の成形方法及び薄肉曲がり管部材の製造装置

【課題】薄肉管の曲げ加工等を直線的なライン上に配置された装置で、効率よく加工することができる薄肉曲がり管部材の成形方法及びその薄肉曲がり管部材を製造するための製造装置を提供することを課題とする。
【解決手段】薄肉管のワークの少なくとも一個所を曲げる曲げ工程と、該曲げ工程の後に、該ワークの加工端面側を切断する切断工程とを有する製造ラインLにて薄肉曲がり管部材を製造する製造方法において、前記曲げ工程では、曲げの曲率半径の中心軸が前記製造ラインLの流れ方向L1と平行に設けられ、前記各工程において、前記ワークの加工端面側の中心線が前記流れ方向と略直交するようにして加工した薄肉曲がり管部材の製造方法。
(もっと読む)
自動車用一体型アクスルハウジング及びその製造方法
【課題】構成部品点数及び溶接部位を削減して製造を容易にし、品質を低下させることなく製造コストダウンと軽量化を図り、且つ差動装置が収容される膨出部の強度を高く確保する。
【解決手段】差動装置8が収容される膨出部5と、膨出部5から車幅方向両側に延びて内部にアクスル軸11が軸支されるアクスルケース6とを、閉断面を有する1本のパイプ素材を塑性加工することにより一体に形成した。膨出部5は、差動装置8が挿入される開口部23を有する補強リング取付面21と、この補強リング取付面21に対向する膨出面22とを有し、開口部23に補強リング36を介して差動装置8を固定し、補強リング36には、補強リング取付面21と膨出面22との間を連結する連結補強部材38を設けた。
(もっと読む)
多気筒エンジンの分岐管継ぎ手
【課題】 単純な構造でコンパクトな多気筒エンジンの排気管を提供する。
【解決手段】 コーン部と、キャタライザー部と、コーン部及びキャタライザー部間の接続部とを有する多気筒エンジンの排気管であって、コーン部と接続部が一体的に形成されていることを特徴とする多気筒エンジンの排気管。コーン部と、接続部と、キャタライザー部が一体的に形成されていることを特徴とする先述の排気管。コーン部の一端が、多気筒エンジンの複数の排気ポートに接続される1つの第1開口部を有し、その1つの第1開口部が複数の排気ポートの全てを取り囲むように構成されていることを特徴とする先述の排気管。
(もっと読む)
車両用アクスルハウジング、およびその製造方法
【課題】アクスルハウジングを軽量にし、このアクスルハウジングを車両に適用することにより、この車両の操縦性や乗り心地をより向上させるようにする。
【解決手段】軸心2が直線的に延び、溶接部を有しない一体的な管形状をなすアクスルハウジング1である。このアクスルハウジング1の軸方向の各端部側を構成する直管部3に車軸が内有可能とされる。アクスルハウジング1の軸方向の中途部が直管部3よりも断面形状が大きい膨出部4とされてこの膨出部4に差動歯車組が内有可能とされる。
(もっと読む)
車両用サスペンションアームの製造方法
【課題】サスペンションアームの製造が容易、かつ、より迅速にできるようにする。
【解決手段】放射状に三方に向かって互いに一体的に突出し、溶接部を有しない管形状をなす第1〜第3突出部2〜4を備える車両用サスペンションアームの製造方法である。この方法は、軸心12が直線的に延びる一体的な直管材13を曲げ加工して屈曲部16を形成し、このように形成された管材を第1中間品17とする「第1工程」と、第1中間品17の軸方向の各端部をそれぞれ縮管加工して縮管部19を形成し、このように形成された管材を第2中間品20とする「第2工程」と、第2中間品20の屈曲部16を外方に塑性変形させて膨出部30を形成し、このように形成された管材を第3中間品32とする「第3工程」とを備える。第3中間品32の各端部と膨出部30とを第1〜第3突出部2〜4に相当するよう形成する。
(もっと読む)
駆動力伝達装置のナット部材の製造方法
【課題】フライス加工を行わず、プレス加工を適用して、駆動力伝達装置のナット部材を製造することができる製造方法を提供する。
【解決手段】円環状部材100の外周面の周方向の一部を軸方向にサイジングプレスを行うことにより、当該外周面に締め付け工具が係合する係合部13aを形成し、且つ、係合部13aの端部から径方向外方に突出すると共に円環状部材100の肉厚より薄肉の突出部101を形成する第一プレス工程と、トリミングプレスを行うことにより、突出部101の一部を残すように、突出部101のうち第一プレス工程前の円環状部材100の外周面より径方向外方に突出する部位を取り除く第二プレス工程とを行う。
(もっと読む)
パイプ拡管方法
【課題】 パイプの座屈と割れを抑えつつ、高拡管率でパイプを拡管することを可能とする。
【解決手段】 ほぼ円筒状の大径部と、ほぼ円筒状の小径部と、それらの間で移行する移行部を有するパンチが、ほぼ円筒状の大径部と、ほぼ円筒状の小径部と、それらの間で移行する移行部を有するダイスの中に挿入され、パイプ状のワークがパンチとダイスによって拡管される。その結果、ほぼ円筒状の大径部と、ほぼ円筒状の小径部と、それらの間で移行する移行部とを有する拡管パイプが形成される。とくに、パイプの移行部の板厚が、大径部の板厚よりも大きく、かつ、小径部の板厚よりも大きくなるように成形される。
(もっと読む)
異径管継ぎ手
【課題】 溶接部分を無くして漏れに対する信頼性を向上させた異径管継ぎ手を提供する。
【解決手段】 異径管継ぎ手が、1つのパイプ素材から一体成形された曲り領域と拡管領域を有する。
曲り領域が、曲り部で連結された第1直線部と第2直線部を有し、第1直線部の内壁面が少なくとも曲り部の近くで第1押圧成型面として形成されていて、第2直線部の内壁面が少なくとも曲り部の近くで第2押圧成型面として形成されていて、第1押圧成形面と第2押圧成型面が、曲り部の内壁面の内周側で直接連結されているか、あるいは、互いに近接している。
拡管領域が、ほぼ円筒状の大径部と、ほぼ円筒状の小径部と、それらの間で移行する移行部とを有し、移行部の板厚が、大径部の板厚よりも大きく、かつ、小径部の板厚よりも大きくなっている。
(もっと読む)
フランジ付きパイプ接合構造
【課題】 気密性、耐久性、防錆性を有する信頼性の高いフランジ付きパイプ接合構造を提供する。
【解決手段】 フランジ付きパイプ接合構造が、パイプ本体と、パイプ本体の外周方向にパイプ本体と一体的に形成された第1フランジ部と、第1フランジ部に設けられた第2フランジ部とを有する。第1フランジ部がクッション手段を有する。
(もっと読む)
1 - 10 / 16
[ Back to top ]