
トルンプフ レーザー− ウント ジュステームテヒニク ゲゼルシャフト ミット ベシュレンクテル ハフツングにより出願された特許
1 - 4 / 4
レーザ溶接に適した3つの稜を有する角隅を備える金属薄板構成部材、対応する金属薄板ブランク並びに金属薄板ブランクを製造及び最適化する方法
本発明は、曲げにより形成される金属薄板構成部材(10)であって、3つの稜を有する角隅(11)を備え、角隅(11)の2つの稜(12,13)が、金属薄板ブランク(1)の、それぞれ内側の曲げ半径(Ri,1,Ri,2)で曲げられた第1あるいは第2の金属薄板脚片(2,3)により形成され、3つの稜を有する角隅(11)の第3の稜(14)が、曲げられた両金属薄板脚片(2,3)の2つのブランク稜(4,5)により形成されており、金属薄板ブランク(1)が、内角(6)と、内角(6)に開口するくさび形の凹部(7)とを備え、凹部(7)が2つのくさび辺(7a,7b)と丸み付けられたくさび先端(7c)とにより形成されている金属薄板構成部材(10)に関する。両くさび辺(7a,7b)の交点(8)は、第1の曲げ脚片(2)の曲げ線(A)に対して間隔uを置き、第2の曲げ脚片(3)の曲げ線(B)に対して間隔xを置いている。第1のくさび辺(7a)は、交点(8)と、曲げ線(A)に対して間隔vを置き、曲げ線(B)に対して間隔zを置いている別の点(9a)とにより規定されている。第2のくさび辺(7b)は、交点(8)と、曲げ線(A)に対して間隔Tを置き、曲げ線(B)に対して間隔yを置いているさらに別の点(9b)とにより規定されている。間隔T,u,v,x,y,zは、T=(0.7×S+VK/2)±20%(ただし、Sは金属薄板厚さ、VKは短縮率である。)、u=(1.0×Ri,1)±20%、v=(1.0×Ri,1)±20%、x=(1.0×Ri,2)±20%、y=(0.25×Ri,2)±20%及びz=(VK/2−0.1)±20%として規定されている。  (もっと読む)
(もっと読む)
中空コアファイバレーザ
レーザは、コアを規定するクラッディングを有する光ファイバと、この光ファイバのコア内にあるレーザアクティブ媒体と、光ファイバの少なくとも一部でキャビティを規定する第1反射器および第2反射器と、励起システムとを有する。この励起システムはレーザアクティブ媒体と結合されており、光ファイバのコア内でレーザ活動を励起する。前記レーザアクティブ媒体はガス、液体、または固体を含む。 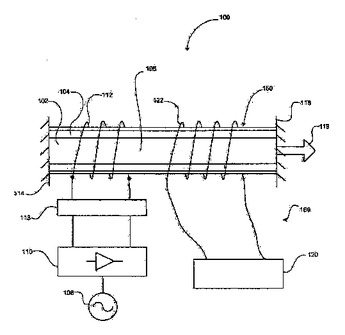 (もっと読む)
(もっと読む)
工作物及び/又は加工残部を移動させるための装置並びに工作物の加工のための装置
工作物及び/又は加工残部を移動させるための装置(3,4)は、工作物支持体(5)並びに工作物支持体用駆動部(7)を備え、工作物支持体用駆動部(7)の一部分は、進チェーン(21)であり、該推力チェーンは工作物支持体(5)に支承されたチェーン駆動車(11)によって負荷され、該負荷に基づきチェーン駆動車(11)は工作物支持体(5)を目的位置へ連行するようになっている。この場合に、チェーン駆動車(11)は工作物支持体(5)と一緒にチェーン対向支承部(46)に対して相対的に移動して、該チェーン対向支承部(46)上に進チェーン(21)は下ろされる。このように構成された装置(3,4)によって、工作物の加工のための装置(1)は使用されるようになっている。 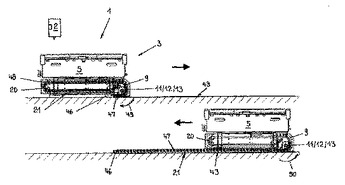 (もっと読む)
(もっと読む)
レーザ加工ビームを用いてワークピースを遠隔処理する装置
レーザ加工ビーム(4)を用いてワークピース(2)を遠隔処理する装置には、プログラマブル数値制御部(12)をもつオペレーティング装置(11)を備えたスキャナ光学系(6)が設けられている。数値制御部(12)は、ワークピース(2)上の少なくとも1つの加工位置(3a,3b,3c,3d)をマークするためのポインタマーク(14)を備えたポインタ(13)を利用してプログラミングされる。その際、加工位置(3a,3b,3c,3d)をマークしているポインタマーク(14)を検出する手段(15)と、スキャナ光学系(6)のためのオペレーティング装置(11)の数値制御部(12)と接続された評価手段(18)が用いられる。スキャナ光学系(6)のためのオペレーティング装置(11)の数値制御部(12)に対する設定値を、加工位置(3a,3b,3c,3d)をマークしているポインタマーク(14)の検出に基づき評価手段(18)によって規定することができる。この設定値は、以降のワークピース処理についてスキャナ光学系を調節するために用いられる。  (もっと読む)
(もっと読む)
1 - 4 / 4
[ Back to top ]