
ロバート ボッシュ ジーエムビーエイチにより出願された特許
1 - 10 / 12
異なる横断要素を有する無段変速機用プッシュベルト
無段変速機用のプッシュベルト(6)に、少なくとも2つのタイプの横断要素(10)が設けられ、横断要素(10)は横断要素(10)のプーリーシーブの接触面(18)の断面の輪郭(24)で相違する。上記のように横断要素(10)の少なくとも2つの異なるタイプを使用することよって、静止摩擦の向上、摩耗の低減、騒音の低減などの様々な有利な点が達成される。隙間28のパターンがプッシュベルト(6)の接触側に生成されて、隙間(28)がオイルを受けるように使用される。隙間(28)のパターンがランダムでもあっても、そうでなくても良い。後者の場合、プッシュベルト(6)の接触側に沿って延在するオイルを排出するための通路(29)を有することも可能である。  (もっと読む)
(もっと読む)
無段変速機用プッシュベルトの一部として設計された横断素子の製造方法

無段変速機用プッシュベルトの一部として設計された横断素子(10)を形成する工程において、横断素子(10)を、矩形の周囲を有する基材(30)のストリップ状の片から打ち抜く。この工程において、基材(30)の片の周表面(31)の部分(32)は切断されないままで横断素子(10)の周表面(13)の部分を構成するのに用いられる。これにより打ち抜き動作が最小化されるとともに基材の無駄及び打ち抜き工具に対する要求が最小化される。 (もっと読む)
プッシュベルトの横断要素の形成

無段変速機のプッシュベルトの部分となる横断要素10を形成する方法であって、横断要素10が基材から打ち抜かれ、受入空間46を有する金型45が適用され、打抜き処理の間、横断要素10が受入空間46に進入され、横断要素10の周囲面19が金型45の傾斜周囲縁48に沿って移動され、横断要素10の頭部面24と接触すべき金型45の周囲縁48の全部分61が、異なる傾斜範囲を有する少なくとも2つの異なる部分(62、63a、63b)で構成され、横断要素10の頭部15の少なくとも1つの隆起部26を正確に形成できる方法である。 (もっと読む)
無段変速機用のプッシュベルトに用いられる横断素子を打ち抜くためのブランキングアセンブリ
無段変速機用のプッシュベルトに用いられる横断素子がベース材料から打ち抜かれるブランキング動作において、打ち抜かれる横断素子の表面に穴部を形成する穴部形成部材が用いられる。この穴部形成部材は、ブランキングに用いられる別の部材内の孔32内に収容される。切断部材の表面と穴部形成部材の表面とのうちの少なくとも一方に設けられた凹部における少なくとも一つの領域を除き、切断部材の表面と穴部形成部材の表面とは密に接合する。これにより、ブランキング処理中、穴部形成部材と形成される横断素子との間の領域から油が取り除かれ、これにより、その領域にある油の影響を受けて横断素子の材料に意図しない跡が形成されることが防止される。このことは、穴部の寸法及び形状のずれを防止できるという重要な利点がある。  (もっと読む)
(もっと読む)
無段変速機用のプッシュベルトに使われるブランキング横断素子のために用いるよう設計される分割型ブランキング部材
ブランキングプロセスに用いられるブランキング部材において、無段変速機用のプッシュベルトに使われる横断素子は、基礎材料から打ち抜かれ、おおまかに3つの部分に区別でき、即ち、比較的幅広な基礎部分と、上部部分と、基礎部分及び上部部分に相互連結する比較的幅狭なネック部とから構成される。ブランキング部材は分割され、二つのブランキング部材部品を備え、前記ブランキング部材部品のうち一方は基礎部分の部分を独占的に備えるとともに、ブランキング部材部品間を分離する仮想平面を基礎部分に独占的に配置されることを特徴とする。ブランキング部材部品は、互いに対向して配置されることでブランキング部材を形成する際に、互いに連動するように成形でき、またブランキング部材部品は、互いに少なくとも一方向に装着可能である。  (もっと読む)
(もっと読む)
連続可変トランスミッション用プッシュベルトの横断要素に傾斜領域を形成する方法
連続可変トランスミッション用プッシュベルトに適用する横断要素の本体表面(11)に凸状の傾斜領域(23)を形成する方法が、金型(30)を本体表面(11)に圧力をかけて押し付ける工程を備える。しかし、傾斜領域(23)が形成される部分の外側で、金型(30)を本体表面(11)に押し付けている。金型(30)を適用し、窪んだ部分(27)を本体表面(11)に設ける。横断要素の物質の収縮が、この窪んだ部分(27)の上縁部(28)に沿って生じる。この方法で得られた収縮部は、傾斜領域(23)として適切に作用する。記載の方法を適用する重要な利点は、傾斜領域(23)の形成で金型(30)に加える圧力が、従来工程で必要とされる圧力よりも著しく低い点にある。  (もっと読む)
(もっと読む)
無段変速機用プッシュベルトの支持リングの形成方法
基本材料のストリップを提供するステップと、ストリップをリング(8)状に曲げるステップと、溶接によりストリップの末端(21、22)を互いに固定するステップとを含む、無段変速機のプッシュベルトのリング(8)を製造する方法。形成されるリング(8)の縁部における不均一性を防止するために、ストリップの対向する側に配置される、溶接補助具(31、32)を適用する。溶接(41)は一方の溶接補助具(31、32)で開始され、この溶接(41)は他方の溶接補助具(31、32)で終了する。溶接工程の後、溶接補助具(31、32)をリング(8)から分離する。曲げられた多数のストリップを一列に配置し、単一の溶接動作による溶接で閉じることが可能である。さらに、一列に並ぶ複数のリング(8)の外側のリング(8)を溶接補助具として用いて、この列以外のリング(8)のみをプッシュベルトに適用することが可能である。 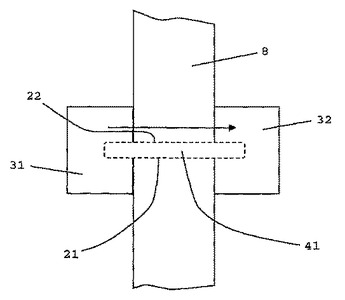 (もっと読む)
(もっと読む)
無段変速機用プッシュベルトの一部となる横断要素の製造方法
無段変速機用プッシュベルトの一部となる横断要素を、帯状のキャリアの一部分を備える基本要素(32)から製造する。製造工程中に、様々な切断操作および成形操作を基本要素(32)に施す。第1の切断操作は、横断要素の輪郭の第1の部分を得ることを目的とする。第2の切断操作は、プッシュベルトのキャリアを支持する座面と無段変速機のプーリーへの接触を確立する接触面とを、いかなる場合にも備えた横断要素の輪郭の第2の部分を得ることを目的とする。この第2の切断操作が、第1の切断操作および成形操作が行なわれる前には行なわれないという事実によって、座面と接触面の成形が高精度で行なわれることが達成される。  (もっと読む)
(もっと読む)
リトラクションを受ける所定領域を備える横断要素
無段変速機のプッシュベルトの一部分としての横断要素(10)は、その前面(11)に、プッシュベルト内で隣接する横断要素との接触を確立するための3つの接触領域を有する。これら3つの接触領域の一つは、横断要素(10)の頭部(15)に位置する。この接触領域(25)の上部は、横断要素(10)の製造工程において生じる材料のリトラクションを受ける領域を定める凹部(27)を介して、間接的に横断要素(10)の周面に接続している。このように、接触領域(25)の機能領域の寸法がリトラクションの影響を受けて減少することが防止される。これにより、接触領域(25)の機能領域の寸法が予め定められた寸法に上手く対応することが保証される。横断要素(10)をプッシュベルトに適応した場合、これはプッシュベルトの安定性と機能性に有益である。  (もっと読む)
(もっと読む)
無段変速機用プッシュベルトの横断要素形成方法
無段変速機用プッシュベルトの横断要素の打ち抜き工程において、横断要素を支持するための支持部材と、支持部材を受け入れると共に横断要素の周面を形成するための受入スペースを有する型(45)を主に使用する。受入スペースの内面の部分には逃げ部(71)が設けられ、逃げ部は、横断要素の周面の部分に同様の逃げ部を形成するための畝(74)と溝(72)を交互に備える。畝(74)の上部(75)は略平坦であるので、横断要素の抜き打ち工程において支持部材を適切に案内することができ、横断要素の形成が正確に行われる。  (もっと読む)
(もっと読む)
1 - 10 / 12
[ Back to top ]