
スプリーム プラスティクス ホールディングスにより出願された特許
1 - 3 / 3
ジッパー端融着
ジッパーの一対の輪郭形成部材(12、14)の端部を接合するための方法が、接合した所定長さの輪郭形成部材の端部に挿入されるピン(18)を用いて穴(32)を形成し、該穴は、次いで、圧力要素(28)によって圧力が加えられる。この方法によれば、加熱された押潰し装置や超音波を用いる必要がなくなる。  (もっと読む)
(もっと読む)
再閉鎖可能な袋
袋が、ジッパプロファイル部24、26によって再閉鎖可能である開口を有する。注ぎ口30が、ジッパプロファイル部のフランジから形成され、および、袋の内容物の計量供給に使用するために、その袋の内側から外に折り曲げられる。使用後には、この注ぎ口が折り曲げられて、袋がジッパによって封着させられる。この袋を形成するのに使用可能なジッパも開示され、その1つはスライダジッパである。この袋を作る方法と、この方法を実行するための装置とが、リールツーリール型、プリメイドバッグ型、および、製袋充填型のプロセスにおいて、これらのプロセスと組み合わせた形で開示されている。 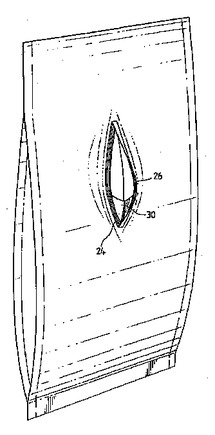 (もっと読む)
(もっと読む)
移動するフィルム材料へのジッパーの取付
フィルム材料(10)にジッパーを取付けるための装置が、予め所定長さに切断されたジッパー(25)をフィルムに提供するためのアプリケータバー(22)と、所定長さに切断されたジッパーをフィルムに融着するための加熱されたシーリングバー(34)とを具備する。アプリケータバー、所定長さに切断、供給ローラ(30a、30b)およびジッパーカッター(32)は、フィルムと共に移動できるようにリニアモータ(14)に取付けられている。アプリケータバーは方向Cへ移動して、方向Aへ移動するフィルム(10)へジッパーを提供し、次いで、方向Bへシーリングバーおよびフィルムと共に移動し、方向C′へフィルムから離反し、開始位置へ向けて方向B′へ戻り、次いで、方向Cへ再びフィルムに接近する。アプリケータバーが方向C′へフィルムから離反した後、従って、モータの前進行程の終端、または、戻り行程中は何時でも更なるジッパをアプリケータバーに供給することができる。  (もっと読む)
(もっと読む)
1 - 3 / 3
[ Back to top ]