
株式会社マクシス・シントーにより出願された特許
1 - 4 / 4
バンプコイニングヘッド
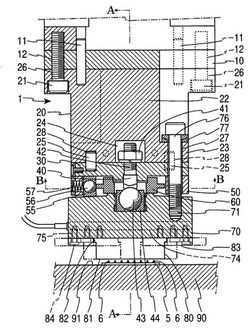
【課題】バンプコイニングヘッドのバンププレス冶具と電子部品の面との平行調整が容易なバンプコイニングヘッドを提供する。
【解決手段】基板保持台90に保持された電子部品5のバンプ6の頂部を押圧するバンプコイニングヘッド1であって、バンプコイニングヘッド1は、取付部材10、20と、バンププレス冶具80と、バンププレス冶具の下面の角度を調整する角度調整部材を有する。角度調整部材は、上部プレート30と、上部プレートの下部に位置する下部プレート70と、バンププレス冶具を取付ける下部保持部材83と、上部プレート10と下部プレート70を取付け、下部プレート70の中心を保持して上部プレート10に対して所定角度回動可能に保持するとともに、電子部品5が保持された基板保持台90とバンププレス冶具80の下面81が平行に位置したときにその角度を維持する角度保持部材76を有する。
(もっと読む)
鍛造品のプレス成形方法

【課題】鍛造品のプレス成形方法は、冷間鍛造品をプレス成形するに際して、種々の仕様の変更が容易で少量生産に迅速に対応できること。
【解決手段】本方法は、第1段から第6段の金型をループ状の搬送ルートに沿いかつ間欠的に搬送し、第1段の金型が搬入位置にあるときに、加工素材を第1段の金型にセットし、1台のプレス加工機30で加工素材または中間の加工品をプレス加工し、プレス加工された中間の加工品または最終の加工品を金型から外して仮置台に移行させ、仮置台に置かれた加工品が第1〜5段の金型によるいずれかのプレス加工を終えているときに、次段の金型へセットし、第6段の金型によるプレス加工を終えたときに、外部へ搬出する。
(もっと読む)
ホース金具かしめ装置
【課題】ホース金具を精度よくかしめることができ、かしめ工程の効率も良いホース金具かしめ装置を提供する。
【解決手段】かしめユニット20は、ダイスユニット30と、ダイス保持板21と、第1カム部50と、第2カム部40を有する。ダイスユニットは、先端にかしめダイス32を取付け、中央部の側面に第1ローラー部材33と、後端に第2ローラー部材34を設ける。第1カム部50は、第1カム溝部51を半径方向に対して斜めに形成する。第2カム部40は、第2カム凹部41と第2ローラー摺動面48を形成する。第1カム部50の回動と第2カム部40の回動により、ダイスユニット30をかしめユニット20の中心方向に移動させ、第1カム部50の回動による移動速度を、第2カム部40の回動による移動速度よりも速くして、ホース金具2をかしめるホース金具かしめ装置である。
(もっと読む)
ホース金具かしめ装置
【課題】ホース金具を精度よくかしめることができ、かしめ工程の効率も良いホース金具かしめ装置を提供する。
【解決手段】ホース金具かしめ装置10のかしめユニット20は、ダイスユニット30と、ダイス保持板21と、リング状のカム部40を有する。ダイスユニット30は、先端にかしめダイス32を取付け、後端に回転可能なローラー部材33を設ける。カム部40は、ダイス保持板の外周に面する内周面に、ダイスユニットの数に対応するカム凹部41を設け、隣接する一方のカム凹部に向けて傾斜するローラー摺動面43,44を形成し、カム部40の回動により、ローラー摺動面43,44をローラー部材33が回転しつつ摺動し、ダイスユニット30を中心方向に移動させ、かしめユニット20の中心に保持されたホース金具2をかしめることを特徴とするホース金具かしめ装置である。
(もっと読む)
1 - 4 / 4
[ Back to top ]