
オウェンス ブロックウェイ グラス コンテナー インコーポレイテッドにより出願された特許
1 - 10 / 18
ガラス容器上の硬化コーティング
Notice: Undefined index: from_cache in /mnt/www/gzt_applicant_list.php on line 189
ガラス製品成形機用バッフルアーム組立体
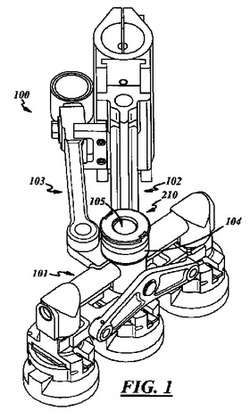
バッフルマニホルドをバッフルアームに取り付ける迅速脱着装置を有するガラス製品製造機械用バッフルアーム組立体。この組立体は、孔を有するバッフルアーム(102)及びバッフルマニホルド(101)を含み、バッフルマニホルドは、この孔を貫通して延び且つバッフルアームに対するバッフルマニホルドの回転を可能にするセグメント(105)を有する。迅速脱着装置は又、ねじ山なしナット(210又は310)及びねじ山なしナットとバッフルマニホルドセグメントとの間の差し込み形連結部を含む。 (もっと読む)
前炉内の温度を制御するシステム及び方法
ガラス用前炉(11)内の温度を制御するシステム及び方法を提供する。システムは、前炉内に設けられた少なくとも1つのバーナ(24)と、バーナに結合されたマニホルド(22)と、バーナに結合された燃焼用燃料供給源(26)と、周囲空気を圧力下でマニホルドに送出する燃焼用空気用のブロワ(20)と、バーナに結合され且つバーナの作動を制御するコントローラ(30)とを有する。システムは、温度センサ(36)を有し、温度センサ(36)は、ブロワの下流側に作動的に結合され、ブロワによってマニホルドに送出されている燃焼用空気の温度を表す温度信号をコントローラに供給する。コントローラは、温度信号に応答して、バーナの作動を、マニホルドに供給された燃焼用空気の現在の温度の関数として制御する。バーナの作動を、燃焼用空気の先行する一定の期間にわたる平均温度の関数として制御してもよい。  (もっと読む)
(もっと読む)
ガラス容器形成機のためのネックリングおよび製造方法

少なくとも1つのクロージャ取り付け特徴部を備えるガラス容器ネック口部を成形するためのネックリング。ネックリングは、2つの半環状バイメタル式のネックリング部分(12、14)を備え、この2つのネックリング部分(12、14)の各々は、耐摩耗性金属構成物からなるネックリング挿入物(20、22)と、耐摩耗性金属構成物と異なり、且つ、前記ネックリング本体に埋め込まれるようネックリング挿入物のまわりに形成されるネックリング本体(16、18)とを備える。ネックリング半体の各々は、少なくとも1つのクロージャ取り付け特徴部をネック口部上に成形するために挿入物により形成される第1表面部分(30、32)と、ネック口部の、少なくとも1つのクロージャ取り付け特徴部を除く部分を成形するための本体により形成される第2表面部分(34、36)とを備える、ガラス接触キャビティ表面を有する。 (もっと読む)
ガラス製品成型機の型を開閉するための装置
本開示の一態様による、ガラス製品成型機の型アームを開閉するための装置は、ガラス製品機械フレームに取り付けられるギアボックスと、ギアボックスの下に懸架されたシリンダハウジングと、シリンダハウジング内に配置された型開閉シリンダとを備える。シリンダは、延伸ピストンロッド及びピストンロッドに機械加工され、または他の方法でそこに設けられたギアラックとを有する型開閉ピストンを有する。シリンダハウジング内にある第1駆動ギアが、ギアラック、及び第1駆動ギアとシリンダハウジングからギアボックス内に延びる駆動シャフトに連結されている。第2駆動ギアが、ギアボックス内に配置され、シャフトに連結されている。互いに離れて配置された作動シャフトが、ギアボックス内から上向きに延びている。第2駆動ギアを作動シャフトに連結するアイドラーギアを含む手段を備え、作動シャフトは、型閉鎖シリンダ、ピストンロッド、ギアラック、第1及び第2駆動ギア、並びにアイドラーギアによって同時に反対方向に回転するようになっている。本開示の例示の実施形態では、手段は、第2駆動ギアとアイドラーギアを作動シャフトに連結する従動ギア又は連結リンクを含む。リンク部材が、作動シャフトをガラス製品成型機の型アームに連結する。型閉鎖ブーストシリンダが、シリンダハウジング内に配置され、ピストンロッド及びギアラックに連結された型閉鎖ブーストピストンを有する。シリンダハウジングに設けられ、ブーストシリンダに空気を供給し、型閉鎖ブーストピストン、ピストンロッド及びギアラックを通じて作用する型閉鎖ブースト作動空気供給源が、型開閉シリンダが型アームを閉鎖位置に保持するのを補助するようになっている。  (もっと読む)
(もっと読む)
ガラス製品成形機用底板リフト機構
ガラス製品成形機用底板リフト機構(20)は、少なくとも1つの底板(22)を、底板に冷却空気を提供する流路(28)を有する基部(26)上に有する、底板アセンブリ(24)を備える。底板アセンブリは、底板アセンブリに冷却風を向けるために、冷却空気室(34)を有するハウジング(32)に装着される。リフト機構(76)は、ハウジングとハウジングに装着された底板アセンブリとを選択的に上昇させおよび下降させるために、ハウジングに作動可能に連結される。ハウジングは、冷却空気室を通って底板アセンブリへ至る冷却空気の流路を制御する冷却空気制御カートリッジを収容する、冷却空気室へ開口する開口部(48)を有し、複数の制御カートリッジ(40、42、44)は、底板アセンブリに至る冷却空気の流路を、カートリッジと関連づけられた様々な操作の冷却モードで選択的に制御するために、開口部を通して冷却空気室に交換可能に挿入することができる。 (もっと読む)
ガラス製品成形機用のブローヘッドアームアセンブリ
ガラス製品成形機用ブローヘッドアームアセンブリ(12)は、長手方向通気道(36)及びそれに接続された複数の横通気道(30〜34)を有する一部品ブローヘッドアーム本体(26)を備える。ブローヘッドチャック(44)は、横通気道の各々の第1の端部に取り外し可能に収容される。キャップ(60)は、横通気道の各々の第2の端部にねじ込まれる。ブローヘッドチャックを横通気道の外に且つキャップから離れる方向に付勢するばね(66)が、キャップとブローヘッドチャックとの間に圧縮状態で取り付けられる。別個のフィニッシュ冷却ブローヘッドに適した実施形態では、ブローヘッドアーム本体を通り抜けて延びる互いに隔てられた第1および第2の長手方向の通気道(28,36)と、それらの各々に連結された別個の通気口(18,22)と、それらに連結される横通気道が存在する。ブローヘッドチャックは、別々の通気道を有する。  (もっと読む)
(もっと読む)
ガラス製品成形機用のプランジャフットアセンブリ
ガラス製品成形機の区電箱の基部プレート(22)に装着するための、あらかじめ組み立てられた歯車ボックスを含むプランジャフットアセンブリ。あらかじめ組み立てられた歯車ボックス(30)は、出力歯車内に内部ねじ式中央開口部(46)を備える入力歯車および出力歯車(32、34)を有する。中空外部ねじ式シャフト(52)は、出力歯車の内部ねじ式開口部にねじ付けされ、出力歯車の内部ねじ式開口部出力歯車の内部ねじ式開口部から伸長する。プランジャ支持材は、歯車ボックスの出力歯車の回転が、プランジャ支持材を上昇および下降させるように、中空外部ねじ式シャフトに装着される。プランジャ支持材(56)は、少なくとも1つのプランジャ(26)を、支持材の面で、プランジャ開口部の空気ポートに装着するための上部面を有する。プランジャ支持材はまた、プランジャ上昇、プランジャ下降、およびプランジャ冷却用空気をプランジャ支持材に装着されたプランジャの空気ポートに送給するための空気通路と、支持材に装着されたプランジャから外部ねじ式シャフトの中空の内側に冷却用排気を送給するための冷却用空気排出路とを有する。少なくとも1つのテレスコープ用チューブアセンブリ(70)は、区電箱の基部プレートに装着するための基部(72)と、プランジャの上昇、プランジャの下降、およびプランジャ冷却用空気を受け取るための吸気ポート(74、76、78)を備えるテレスコープ用チューブ(80〜90)と、プランジャ支持材内の空気通路に連結された出口とを有する。  (もっと読む)
(もっと読む)
ガラス製品成形機における遊動取り付け底板保持部
ガラス製品成形機におけるガラス製品鋳型底板取り付け配置構造は、基部および蓋板に対して限定的に横方向に動けるように蓋板(26)によって基部(24)に留め付けられた遊動リング(42)を備えている。中空スパッド(50)が、前記リングにしっかりと固定され且つリングから延在している。基部内の冷却風通路(34)が、中空スパッドに連通しており、基部内の真空通路(40)は、前記リングを、前記スパッドから離間した位置で貫通している。ガラス製品鋳型の底板(16)は、リングとスパッドに被さって取り外し可能に上下移動可能に装着される。底板は、スパッドに被せられる中央空気通路(68)と、リングに被せられる環状の窪み(74)と、周辺空気通路とを有し、この周辺空気通路は、前記環状の窪みに通じている。これにより、中央空気通路と周辺空気通路が、それぞれスパッドとリングを介して、基部内の冷却風通路と真空通路にそれぞれ連通される。スパッドおよびリングには、スパッドと底板の中央空気通路との間の摺動密閉係合部およびリングと環状の窪みとの間の摺動密閉係合部にそれぞれ外面シール(58、64)を設けることが好ましい。また、基部と遊動リングとの間およびリングと蓋板の下面との間にそれぞれ端面シール(38、46)を設けることが好ましい。  (もっと読む)
(もっと読む)
ガラス製品成形機械内のモールドを開閉するための装置
ガラス製品成形機械内のモールドアーム(38、40または44、46)を開閉するための装置は、ガラス製品機械フレーム(52)に取り付けるためのギヤボックス(50または50a)と、ギヤボックスの下方に懸架するシリンダハウジング(56または56a)と、シリンダハウジング内に設けられたシリンダ(58または58a)とを含む。このシリンダは、突き出したピストンロッドと、そのピストンロッド中に機械加工されたあるいはその他の方法で形成されたギヤラック(62または62a)を備えるピストン(60または60a)とを有する。シリンダハウジング内の第1の駆動ギヤ(66または66a)はギヤラックに結合し、駆動シャフト(70または70a)は第1の駆動ギヤおよびシリンダハウジングからギヤボックス中に延びる。第2の駆動ギヤ(74または74aもしくは74b)は、ギヤボックス内に設けられ、駆動シャフトに結合する。側方向に離隔する作動シャフト(82、84または82a、84a)は、ギヤボックスの中からから上向きに延びる。アイドラギヤ(88または88aもしくは88b)を含む手段は、第2の駆動ギヤを作動シャフトに結合し、それによって作動シャフトを、シリンダ、ギヤラック、第1および第2の駆動ギヤ、ならびにアイドラギヤによって同時に反対方向に回転させる。本開示の例示的な諸実施形態において、該手段は、駆動ギヤと、第2の駆動ギヤおよびアイドラギヤを作動シャフトに結合する連結リンクとを含む。リンケージ(114、116または146、148)は、作動シャフトをガラス製品成形機械のモールドアームに結合する。 (もっと読む)
1 - 10 / 18
[ Back to top ]