
株式会社小金井精機製作所により出願された特許
1 - 2 / 2
切削加工装置及び切削加工方法
【課題】加工スピードが速く高能率で、表面粗度の細かい加工を行う。
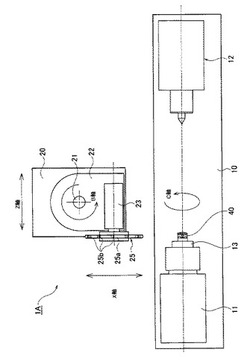
【解決手段】ワークヘッド部13と、ワーク回転手段14と、切削工具25と、切削工具揺動手段と、切削工具回転手段と、切削工具25をX軸方向及びZ軸方向に移動する第1移動手段及び第2移動手段と、ワークヘッド部13の回転角度を検知する回転角度検知手段と、切削工具揺動手段による揺動位置を検知する揺動位置検知手段と、ピストン素材40の回転軸中心から切削工具25までの距離を検知する第1移動位置検知手段と、ピストン素材40の回転軸方向に対する切削工具25の位置を検知する第2移動位置検知手段と、ピストン素材40の外周面40aに対し切削工具25によって荒削り切削と仕上げ切削を行い、荒削り切削と仕上げ切削では切削工具25の切削面がピストン素材40の面に対して異なる領域で接触するよう切削工具揺動手段の駆動を制御する制御部とを備えた。
(もっと読む)
ピストン加工装置及びピストン加工方法

【課題】ピストン素材の外周面を三次元形状に高精度に加工でき、これにより燃費の向上、省エネになるピストンを加工する。
【解決手段】ピストン素材40を着脱できるワークヘッド部13と、ワーク回転手段14と、研削砥石25と、砥石回転手段と、研削砥石25をX軸方向及びZ軸方向に移動する第1移動手段及び第2移動手段と、ワークヘッド部13の回転角度を検知する回転角度検知手段と、ピストン素材40の回転軸中心から研削砥石25の研削面25aまでの距離を検知する第1移動位置検知手段と、ピストン素材40の回転軸方向に対する研削砥石25の研削面25aの位置を検知する第2移動位置検知手段と、ピストン素材40の外周面40aの各位置における、ピストン素材40の回転軸中心から研削砥石40の研削面40aまでの目標距離情報に基づいて研削砥石40の研削を制御する制御部とを備えた。
(もっと読む)
1 - 2 / 2
[ Back to top ]