
PLAMO株式会社により出願された特許
1 - 3 / 3
射出成形装置及び射出成形方法
【課題】樹脂の射出成形にあたり、ウエルドライン部の強度不足,ジェッティング,ガラス繊維浮きなどを解消する。
【解決手段】固定型16と可動型32の間に形成されるキャビティCには、2つのゲート22A,22Bから樹脂34が射出される。樹脂34の射出にあたり、前記キャビティCを形成する成形穴36の内部でのスライドコア38の進退により、射出開始から一定時間経過後までは、キャビティCを一定容積に維持する。そして、一定時間が経過し、キャビティC内の樹脂34が合流して密着した後は、射出完了までスライドコア38を徐々に後退させてキャビティCの容積を徐々に拡張する。スライドコア38の進退は、スライドコア進退機構80により行う。これにより、製品120のウエルドラインの発生をなくし、強度不足が解消される。また、ジェッティングやガラス繊維入り材料使用時のガラス繊維浮きを解消する。
(もっと読む)
射出成形装置及び射出成形方法

【課題】金型内に射出充填した樹脂の圧縮成形にあたり、成形サイクルの短縮,製品の内部応力の低減,金型にかかる負荷の低減,製品の外観の向上を図る。
【解決手段】固定型54に対向する可動型66は、スライドコア74を収容する成形穴68を有しており、固定型54との間にキャビティCを形成する。可動側取付板60に固定された脚部62と、可動型66の間にはスペーサ64が配置され、該スペーサ64の引き抜きにより、スライドコア74によるキャビティ圧縮のためのストロークが形成される。キャビティCへの溶融樹脂の充填が完了したら、型締め機構110によりスペーサ64の引き抜き分に相当するストローク量の圧縮を行うが、その際、圧力センサ80による型内圧力の検知結果に基づき、型内圧力が、射出圧ピーク時の圧力を超えないように、制御装置140により圧縮圧及び圧縮速度を制御する。
(もっと読む)
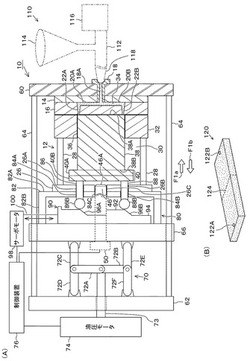
射出成型装置
【課題】装置や金型の構成を複雑化・大型化することなく、厚肉,偏肉部分の有無に関わらずに製品の所望部分を高圧で圧縮可能な射出成型装置を提供する。
【解決手段】固定側型板12に対する可動側型板22は内部にスライドコア64を収容する成型穴23を端面に開口し、成型穴のスライドコアと固定側型板間にキャビティCを形成する。可動側型板を固定したブロック30と可動側取付板20の間に傾斜面を有するスペーサ40を設ける。キャビティに溶融樹脂を射出充填したあと、冷却の途中でスペーサを抜くことにより、可動側型板が可動側取付板方向に変位するので、スライドベース60を介して可動側取付板に着座しているスライドコアが相対的に固定側型板方向にスライドして押込まれ、キャビティ内の樹脂を圧縮して、ヒケやボイドの発生を抑える。スライドコアによる押込み(再圧縮)には前記型締め機構が利用される。
(もっと読む)
1 - 3 / 3
[ Back to top ]