
インデクスター アクチボラゲットにより出願された特許
1 - 3 / 3
半製品及び方法
半製品の少なくとも一部分をオーステンパー処理する方法である。本方法は、a)前記半製品の前記少なくとも一部分を第1のオーステナイト処理温度まで加熱する工程と、b)前記半製品の前記少なくとも一部分をオーステナイト処理するために予め決められた時間の間だけ前記半製品の前記少なくとも一部分を1つまたはそれ以上のオーステナイト処理温度(T1…T1n)にさらす工程と、c)前記半製品の前記少なくとも一部分を焼き入れする工程と、d)前記半製品の前記少なくとも一部分をオーステンパー処理するために1つまたはそれ以上のオーステンパー処理温度(T2…T2n)で予め決められた時間の間だけ前記半製品の前記少なくとも一部分を熱処理する工程と、e)前記半製品の前記少なくとも一部分を冷却する工程と、を有し、前記a)〜e)の少なくとも1つの工程は、熱間等方圧加圧(HIP)条件下で実施される。  (もっと読む)
(もっと読む)
オーステンパダクタイル鉄,該鉄の製造方法,及び該鉄を含む構成要素
高い強度及び/又は延性を必要とする構成要素用のオーステンパダクタイル鉄(ADI)であって,このオーステンパダクタイル鉄は,ケイ素含有量が3.35重量%〜4.60重量%であり,少なくとも910℃のオーステナイト化温度を用いてADI熱処理を行うことにより得られる。  (もっと読む)
(もっと読む)
オーステンパダクタイル鉄を用いる土木機械又は材料処理機械用装置の少なくとも部品を製造する方法
掘削機,トラクター,刈取り機,運搬機,クレーン等の土木機械又は材料処理機械(10)のアーム(12)に直接的又は間接的に取り付けられ,それにより,バケット,グラップル,フォーク,振動圧縮機又は刈取り用ヘッド等のツール(14)を機械のアームに対して結合及び/又は位置決め(傾斜及び/又は回転)できるようにするための装置(22)の少なくとも一部品を製造する方法。この方法は,a)非合金又は合金ダクタイル鉄を含む溶融物を作成するステップと,b)前記溶融物から装置(22)の少なくとも一部品を鋳造するステップと,c)装置の前記少なくとも一部品を冷却するステップと,d)装置の前記少なくとも一部品をオーステナイト化するステップと,(e)装置の前記少なくとも一部品を焼入れするステップと,(f)装置の前記少なくとも一部品をオーステンパするステップと,g)装置の前記少なくとも一部品を冷却するステップとを含む。 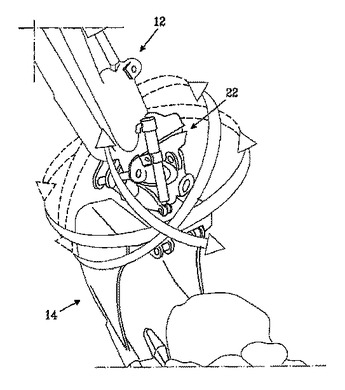 (もっと読む)
(もっと読む)
1 - 3 / 3
[ Back to top ]