
カーベーアー−ジオリ ソシエテ アノニムにより出願された特許
1 - 7 / 7
連続シート上に箔材料を貼付する方法及び装置

連続シート(S)、特に銀行券といった証券を製造するためのシートの上に箔材料(200)を貼付する方法が述べられている。第1のステップでは、個々のシート(S)がシート輸送経路に沿って連続的に輸送される。第2のステップでは、箔材料の少なくとも1つの連続帯(200)が、個々のシートの変位方向(A)に対して実質的に平行な方向に沿って個々のシート(S)の上に貼付され、それによって箔材料の前記少なくとも1つの連続帯(200)によって相互に繋がれたシートの連続的な流れを形成する。第3のステップでは、箔材料の一部(200*)がシート(S)の上に留まった状態でシートの連続的な流れが再び個々のシート(S)に切り離されるように、箔材料の前記少なくとも1つの連続帯(200)がレーザビーム(L)によって切断される。切断は、シート上に留まっている箔材料の前記部分(200*)がシート(S)の先行及び後続縁を越えないように前記シート(S)上の位置で実行される。シート(S)上に留まるべきでない箔材料の前記少なくとも1つの連続帯(200)の不要部分(205)が、前記レーザビーム(L)による切断前に捕捉され、且つ切断工程の間中、保持される。上記方法を実施するための装置もまた述べられている。 (もっと読む)
印刷シートの品質を検査するための検査システム
印刷シートをその先端により保持するための複数の離間されたグリッパバー(32)を含む少なくとも1つのシートグリッパシステム(3a、3b)を備えるシートコンベアシステムによって移送される印刷シートの品質を検査するための検査システム(10)が記載される。検査システム(10)は、印刷シートがシートグリッパシステム(3b)によって移送されている間に印刷シートの第1の側の検査を行なうための光学品質制御装置を備える。光学品質制御装置は、検査位置で印刷シートの第1の側を走査するためのラインカメラ(11)を含み、該ラインカメラは、印刷シートがラインカメラ(11)によって依然として走査されている間に印刷シートを移送するグリッパバー(32)が移動方向の変化を受けるシートグリッパシステム(3b)の部分に近い場所に位置される。検査システム(10)は、シートグリッパシステム(3b)によって移送される印刷シートの経路(A)に沿ったラインカメラ(11)の光学経路(B)の前方に配置される吸引ローラ(50)を更に備え、吸引ローラ(50)は、ラインカメラ(11)によって走査される第1の側と反対側の印刷シートの第2の側と接触し、吸引ローラ(50)は、品質制御装置によって検査されるべき印刷シートの一連の部分を決定されて制御された速度でラインカメラ(11)を通り過ぎて推し進めるために選択された周速度で駆動される。  (もっと読む)
(もっと読む)
証券を生産するための凹版印刷版の製造の方法とシステム
証券を生産するための凹版印刷版を製造する方法であって、レーザビーム(2)を使用して、レーザ彫刻が可能な印刷版材(1)、特にレーザ彫刻が可能な金属製の印刷版材(1)の表面に凹版印刷パターン(3、3.1、3.2、3.3)を直接に彫刻するものであり、見当を合わせて順次実行される複数の個別の彫刻ステップで、印刷版材(1)のレーザ彫刻を1層ずつ実行することにより、印刷版材(1)の表面に凹版印刷パターン3、3.1、3.2、3.3)を所望の彫刻深さまで段階的に彫刻し、個別の各彫刻ステップの後および個別の各彫刻ステップの間に、彫刻された印刷版材(1)の表面をクリーニングして、レーザ彫刻工程の残留物を除去する方法が記載されている。 (もっと読む)
有価証券の束、詳細には銀行券の束を処理するための方法およびシステム
有価証券の束(5)、詳細には銀行券の束を製造している間に処理するための方法であって、(a)行および列のマトリックスに配列された複数の有価証券プリントのアレイを個々に担っているシートのスタック(SS)を処理して、隣り合わせに配置された有価証券の連続する束(5)の連続セット(2)にするステップと、(b)1つのセット(2)の連続する束(5)を互いに積み重ねて配置することによって連続する束(5)のうちの少なくとも1つの中間パイル(8;8*)を形成するステップと、(c)前記少なくとも1つの中間パイル(8;8*)の底から束(5)を1つずつ連続的に放出し、かつ、放出された個々の束(5)を先行して放出される束(5)および/または引き続いて放出される束(5)から所定の間隔を隔てて運搬するステップとを含む方法が記述されている。また、上記方法を実行する束処理システムが記述されている。  (もっと読む)
(もっと読む)
証券文書、特に銀行券の制御生産のための方法およびシステム
証券文書、特に銀行券の制御生産のための方法であって、複数の処理ステーション上で、複数の連続する印刷操作および処理操作(20.1、20.2)が前記証券文書に施される方法が説明される。この方法は、(i)データネットワーク(15)を介して複数のローカルコンピュータステーション(25.1、25.2、26.1、26.2)に結合された中央サーバステーション(10)を含むコンピュータネットワークを設けるステップであって、1つのローカルコンピュータステーション(25.1、25.2)が、各処理ステーション(20.1、20.2、)に動作可能に結合されるステップと、(ii)少なくとも1つの生産オーダを定義するステップであって、生産オーダが、定義された生産ワークフローに従う所望の量の証券文書の生産を含み、この生産オーダが、機械可読ロード識別子(35)がそれぞれ割り当てられた複数の生産ロード(30、30*、30**)に細分されるステップと、(iii)利用可能な処理ステーション(20.1、20.2)の中の選択された処理ステーションに、生産ワークフローに従って生産オーダの処理を実施するように割り当てるステップと、(iv)各生産ロードについて定義された対応する生産オーダの決定された生産ワークフローに応じて、処理ステーション(20.1、20.2)を介して各生産ロード(30、30*、30**)を選択的に処理し、それによって、前記利用可能な処理ステーション(20.1、20.2)の中の選択された処理ステーション上で各生産ロード(30、30*、30**)を処理することが許可される前に、各生産ロード(30、30*、30**)にまず、その機械可読ロード識別子(35)に基づいてロード受諾手続きが施されるステップとを含む。前記方法を実施するシステムも説明される。  (もっと読む)
(もっと読む)
スクリーン印刷機およびスクリーン印刷方法
特に紙幣および同様の有価証券を製造するための枚葉または巻取スクリーン印刷機が開示される。本印刷機は、圧胴(2a)と、圧胴(2a)と協働して、連続する枚葉紙または巻取紙の部分上に第1のインクパターン(A)を塗布する第1のスクリーン印刷ユニット(2b)と、圧胴(2a)と協働して、前記連続する枚葉紙または巻取紙の部分上に第2のインクパターン(B)を塗布する少なくとも1つの第2のスクリーン印刷ユニット(2c)であり、圧胴(2a)の回転方向に沿って第1のスクリーン印刷ユニット(2b)の下流に配置された少なくとも1つの第2のスクリーン印刷ユニット(2c)と、第1のスクリーン印刷ユニット(2b)と第2のスクリーン印刷ユニット(2c)との間に配置された中間乾燥ユニット(10)とを備える。中間乾燥ユニット(10)は、第2のスクリーン印刷ユニット(2c)によって第2のインクパターン(B)が塗布される前に、第1のスクリーン印刷ユニット(2b)によって塗布された第1のインクパターン(A)の表面乾燥を実行し、この表面乾燥では、第1のインクパターン(A)の外側表面部分(S)だけを乾燥させる。好適には、第2のスクリーン印刷ユニット(2c)は、第2のインクパターン(B)を、第1のインクパターン(A)のすぐ近くに、または第1のインクパターン(A)に少なくとも部分的に重なるように塗布する。 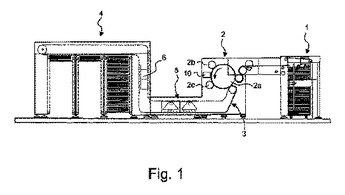 (もっと読む)
(もっと読む)
セキュリティ文書、特に紙幣の認証

記載されているのは、セキュリティ文書、特に紙幣の真正を確認するための方法であって、ここで真正のセキュリティ文書は該セキュリティ文書に印刷、付与、又は設けられたセキュリティ特徴(41−49;30;10;51,52)を含んでなり、該セキュリティ特徴は該セキュリティ文書の製造に使用されたプロセスに固有の特徴的な視覚的特徴を含んでなる。当該方法は以下の工程(i)認証すべき候補文書の表面の、セキュリティ特徴の少なくとも一部を包含する少なくとも一つの関心領域(R.o.l.)のサンプル画像(c0)を取得する工程、(ii)サンプル画像(c0)を、該サンプル画像(c0)の高解像度の詳細を含む少なくとも一つのスケールサブスペース(d11,d12,d13,...)へ分解することと、該スケールサブスペースから分類特徴(σ2,C,...)を抽出することとによって前記サンプル画像(c0)をデジタル処理する工程、及び(iii)抽出された分類特徴(σ2,C,...)に基づいて候補文書の真正評価を導き出す工程を含んでなる。 (もっと読む)
1 - 7 / 7
[ Back to top ]