
株式会社産栄工業により出願された特許
1 - 2 / 2
金属円筒体の成形方法及び金属円筒体
【課題】ブランク材に過度な負荷をかけることなく打ち抜き加工又は絞り加工を連続して行うことのできる金属円筒体の成形方法を提供する。
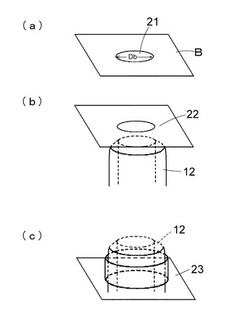
【解決手段】平板状の薄板Bから底なしの円筒体を製造する金属円筒体26の成形方法であって、薄板の一部を打ち抜いて円形状の穴である円形打ち抜き部21を形成する打ち抜き工程と、薄板の上方に設置された上押さえ部材14を下降させて、円形打ち抜き部の外周縁22を上方向に押し上げて上押さえ部材14の内壁で拘束させながら押し拡げフランジ付き円筒部材23を形成させるフランジ付きの円筒部材形成工程と、円筒状ダイスを貫入させた前記フランジ付き円筒部材の円筒状基部24に円筒状カッター18の先端19を突接させて、円筒状基部に接続しているフランジ部25を切断する切り離し工程と、を有する。
(もっと読む)
打抜き体の製造方法

【課題】プレスにより打ち抜き加工されたワーク周端面の平滑化処理を精度良くかつ効率的に行うことができる打抜き体の製造方法を提供する。
【解決手段】金属板Aを素材として打抜用パンチ12と打抜用ダイ11とによって打ち抜かれたワークWを、ワーク外径より小さな口径の第1しごき用ダイ21に投入し、対となる保持部材22,23によりワーク表裏面を挟圧保持しながら第1しごき用ダイ内を通過させてワーク周端面WSをしごき加工して平滑化した後、対となる保持部材によりワーク表裏面を挟圧保持しながら第2しごき用ダイ31内を、前記しごき加工の方向と反対方向に通過させてワーク周端面を再しごき加工して平滑化する。
(もっと読む)
1 - 2 / 2
[ Back to top ]