
エムテック株式会社により出願された特許
1 - 6 / 6
チップの搬送方法及び装置
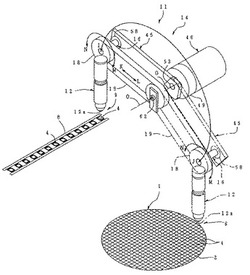
【課題】半導体ウェーハのチップ搬送効率の大幅向上、部品点数の削減、装置のコストダウンをはかる。
【解決手段】ウェーハ1から切り出されたチップ4をピックアップ位置6からトレイ8のプレイス位置9に搬送するチップの搬送方法において、チップをウェーハからピックアップするコレット部12を、Z軸駆動機構によりわずかにウェーハに対して接近又は離脱するZ軸方向に往復運動させると共に、θ軸回転機構14により往復搖動回転するアーム部材45により並進運動させ、並進運動するコレット部によりわずかなZ軸方向の運動とアーム部材の往復搖動運動とによりチップをピックアップ位置からプレイス位置まで搬送する。
(もっと読む)
ウェーハ面取り加工方法およびその装置

【課題】ウェーハの面取り加工における断面形状精度を高めて必要な断面形状を正確に形成し、加工時間を短くするとともに砥石の寿命を長くすることができるウェーハ面取り加工方法およびその装置を提供することを課題とする。
【解決手段】面取り加工方法及びその装置は、回転するウェーハを加工する2個の溝なし砥石をウェーハ周端部の同一箇所に近接し、相対峙させて配置するとともに、回転する両溝なし砥石の加工面によりウェーハ周端部の同一箇所に近接した位置を同時に加工して成形する加工方法であって、周端縮径加工では2個の溝なし砥石をそれぞれ一定の高さに保持したままでウェーハに接触させて加工し、コンタリング加工ではウェーハ周端部の各面に前記2個の溝なし砥石をそれぞれ各別に移動させ、ウェーハ周端部の径方向の同一箇所を上下から挟み込んでそれぞれの面を同時に加工するように構成する。
(もっと読む)
ワークのエッジの加工方法及び装置
【課題】ピットと呼ばれる微細な加工ひずみが加工面に生ずるのを防止でき、ワークのエッジの断面形状が砥石形状で決定されることなく、断面形状精度が砥石の精度により左右されず、断面形状違いのワークの品種ごとに砥石交換をする必要がなく、また砥石がワークの下側にも自由に入り込め、砥石幅を広く保つことができ、加工時間が短く、砥石の寿命を長くすることができるワークの加工方法及び装置を提供する。
【解決手段】カップ型砥石の軸直角端面でワークのエッジを研削加工することを最大の特徴とし、半導体ウェーハ等のワークのオリエンテーションフラットやノッチ等の加工を施すに際して溝のない砥石面てワークのエッジの各種の断面形状を作成することができるようにする構成を特徴とする。
(もっと読む)
半導体チップの分離方法及び装置
【課題】半導体チップを粘着テープから剥離させる際に半導体チップに応力集中が発生しないようにすることで、極薄形でありながら、傷、割れ、欠けなどがなく、極めて歩留りよく半導体チップを粘着テープから分離して、取り出すことができるようにした画期的な極薄形の半導体チップの分離方法及び装置を提供し、従来では不可能とされていた20乃至30μmの極薄形の半導体チップを粘着テープから剥離させることができるようにする。
【解決手段】ノズル8により半導体チップ2を突き上げた状態でコレット9を接近させて該コレット9とノズル8とで半導体チップ2及び粘着テープ3を挟持し、この状態でノズル8とコレット9とを同一の速度で同期させて上昇させ、半導体チップ2の四角部2dを粘着テープ3から最初に剥離させる構成を特徴とする。
(もっと読む)
貼合せワークの外周エッジ部の段差加工方法及び装置
【課題】貼合せワークの上側のワークの薄膜加工、ひいてはSOI基板の生産能率を飛躍的に高めることができる画期的な貼合せワークの外周エッジ部の段差加工方法及び装置を提供する。
【解決手段】貼合せワーク2の最上部の1枚(シリコンウェーハ1A)の外周エッジ部1aの板厚のみを薄くする段差加工を行う貼合せワークの外周エッジ部の段差加工装置において、ワーク取付け台4及びその駆動装置と、該貼合せワークの回転面2aに対して回転面15aが略直角になるように研削する砥石15ならびにその駆動装置とを備え、貼合せワーク2を低速回転させながら、砥石15を高速回転させて貼合せワーク2に接触させ、砥石15又は貼合せワーク2のいずれかを接近させて砥石15による切込みを次第に増大させ、貼合せワーク2の最上部の1枚のワークの外周エッジ部1aを基本的にその半径方向の研削により段差加工するようにした。
(もっと読む)
ワークのエッジの研摩方法及び装置
【課題】従来の吸着テーブル方式の問題点を解決し、遊離砥粒の除去の完全化、ワークのエッジの両面及び端面の同時バフ研摩の実現による大幅な省力化、更にはバフ研摩終了後の遊離砥粒の除去の完全化を図ることができる画期的なワークのエッジの研摩方法及び装置を提供する。
【解決手段】シリコンウェーハで代表される半導体ウェーハ等のワーク1を縦方向に、好ましくは水平面に対して60度乃至90度の縦方向の範囲に、最も好ましくは垂直に保持して少くとも3個の回転体20(20A,20B,20C)で回転駆動し、ワーク1の最下部にバフ10を配設し、研摩部1bには下方から遊離砥粒6(スラリー)を噴射してバフ研摩するように構成し、しかも該バフをその厚さ方向の両側から押圧するバフ押圧装置18を備えた構成を特徴とする。
(もっと読む)
1 - 6 / 6
[ Back to top ]