
トヤマキカイ株式会社により出願された特許
1 - 7 / 7
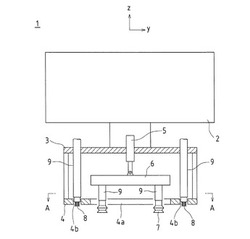
太陽電池セルの移送装置およびその移送方法
【課題】積層された多数枚の太陽電池セルのうちの最上層の太陽電池セルのみを破損することなく確実に取り出すとともに、寸法精度を確保して移送する。
【解決手段】水平な下面を有するフラットテーブル4を備え、最上層の太陽電池セルを吸着する位置と上方に退避した位置との間を昇降自在で、太陽電池セルの退避位置と移送位置との間を移送自在なベース3と、フラットテーブル4の幅方向中央を貫通してベース3に対して昇降自在な吸着パッド7と、フラットテーブル4の四隅をそれぞれ貫通するとともに、下端面がフラットテーブル4の下面よりも下方に突出して設けられた規正パッド8とから構成される。そして、吸着パッド7を介して太陽電池セルの幅方向中央部を吸着してフラットテーブル4の下面に接触するように持ち上げるとともに、規正パッド8を介して太陽電池セルの四隅を吸着してフラットテーブル4の下面に沿わせる
(もっと読む)
リードの溶着方法およびその装置

【課題】太陽電池セルの表面側バスバーおよび裏面側バスバーに熱応力の歪みによる割れなどの発生を可及的に防止してリードを同時に溶着する。
【解決手段】太陽電池セルPを吸着して溶着作業位置に間欠的に搬送した後、リードLが表面側バスバーおよび裏面側バスバーにそれぞれ溶着されて先行する太陽電池セルの後端縁から延出するリードLの他半部を太陽電池セルの裏面側バスバーに接触させて支持するとともに、リードLの他半部が太陽電池セルPの後端縁から延出するようにリードLの一半部を太陽電池セルPの表面側バスバーに移送して押圧し、次いで、太陽電池セルPの吸着を解除し、太陽電池セルPを押し上げて搬送面から浮上させた後、太陽電池セルPの表面側バスバーに押圧されたリードに向けて熱風を供給して太陽電池セルPの表面側バスバーおよび裏面側バスバーにそれぞれリードLを同時に溶着する。
(もっと読む)
太陽電池セルの吸着装置
【課題】複数枚の積層状態で保管されている太陽電池セルを破損させることなく1枚ずつ確実に取り出す。
【解決手段】中空の真空ボックス2と、真空ボックス2の左右方向中央部に接続され、フラットパッド31を有する第1吸着部材3と、真空ボックス2の左右に接続され、下端面が第1吸着部材3のフラットパッド31の下端面と同一水平面上に位置するベローズパッド41を有する第2吸着部材4と、から構成される。そして、真空ボックス2を減圧して第1吸着部材3のフラットパッド31および第2吸着部材4のベローズパッド41によって太陽電池セルPを吸着した際,ベローズパッド41の縮み代がフラットパッド31の縮み代よりも大きいことにより、太陽電池セルPの左右を中央部よりも相対的に上方に持ち上げて、次層の太陽電池セルPから切り離す。
(もっと読む)
リード構造
【課題】太陽電池セルにリードを溶着する際、曲げや熱応力による太陽電池セルの割れの発生を削減する。
【解決手段】太陽電池セルのパスバーに半田を介して溶着されるリード1において、リード1の短手方向に角部2aを有する複数個の貫通穴2を長手方向に沿って形成する。したがって、太陽電池セルのパスバーにリードを配置して加熱した場合、リードおよび太陽電池セルが熱膨張する。この際、リード1の伸びにより各貫通穴2の角部2aの先端に応力が集中して作用する。そして、この応力集中によって角部2aの先端近傍には塑性域が発生する。このため、太陽電池セルのパスバーにリード1を溶着して冷却した場合、リード1の収縮量は、塑性域の発生によって、加熱による伸び量だけ戻ろうとすることが抑制され、太陽電池セルに作用する曲げおよび熱応力が減少する。
(もっと読む)
太陽電池セルの搬送装置
【課題】太陽電池セルを破損させることなく高速で搬送することが出来る搬送装置を提供する。
【解決手段】駆動側歯付きプーリーおよび従動側歯付きプーリー間に巻回された搬送ベルト4と、これらのプーリー間の搬送ベルト4の背面側に設けられた真空ボックス5から構成される。搬送ベルト4の背面側に溝部によって幅方向に複数個に分割された歯部が形成され、溝部に貫通孔4a群が設定間隔をおいて全周にわたって形成される。また、真空ボックス5は内部が空気源に接続された始端側移載部、作業部および終端側移載部に区画される。さらに、真空ボックス5には、搬送ベルト4の溝部を支持する一方、搬送ベルト4の貫通孔4a群に対向して移載部,および作業部毎に通気溝5aが形成されるとともに、各通気溝5aに内部と連通する通気孔5bが形成された支持部が形成され、また、搬送ベルト4の歯部が嵌入されるガイド溝53が形成される。
(もっと読む)
リードの溶着方法
【課題】熱応力によるクラックや割れの発生を削減して太陽電池セルのパスバーにリードを自動的に溶着する。
【解決手段】太陽電池セルPを搬送装置2に位置決めして移送位置から溶着作業位置に搬送した後、ヒートコントロールブロック61を上昇させて太陽電池セルPの左右端部を支持し、太陽電池セルPの表面側パスバーにリードLの一半部を移送して載置する。次いで、太陽電池セルPにリードLをプローブピン43で押圧するとともに、溶着作業位置の前方位置に搬送された先行する太陽電池セルPから延出されたリードLの他半部を、ヒートコントロールブロック61を通るリード受けプレート72で押圧する。この後、ヒーター52の熱風を太陽電池セルPの左右端縁から内方に向かって積極的に供給して予熱した後、リードLおよびその周辺に熱風を供給して半田を溶融させ、太陽電池セルPの表面側パスバーおよび裏面側パスバーにリードLを同時に溶着する。
(もっと読む)
リードの溶着方法およびその装置
【課題】不良率を低減して太陽電池セルの表面側パスバーおよび裏面側パスバーにそれぞれリードを位置決めして自動的に、かつ、同時に溶着する。
【解決手段】太陽電池セルPを搬送装置2に位置決めして移送位置から溶着作業位置に搬送した後、ヒートコントロールブロック61を上昇させて太陽電池セルPの左右端部を支持し、太陽電池セルPの表面側パスバーにリード移送装置を介してリードLの一半部を移送して載置する。次いで、太陽電池セルPにリードLをプローブピン43を介して押圧するとともに、溶着作業位置の前方位置に搬送された先行する太陽電池セルPから延出されたリードLの他半部を、ヒートコントロールブロック61を通るリード受けプレート72を介して押圧する。この後、ヒーター52を介して熱風をリードLに供給して半田を溶融させ、太陽電池セルPの表面側パスバーおよび裏面側パスバーにそれぞれリードLを同時に溶着する。
(もっと読む)
1 - 7 / 7
[ Back to top ]