
大阪精工株式会社により出願された特許
1 - 4 / 4
鋼線、鋼線の製造方法、鋼線を用いたネジ又はボルトの製造方法、及び、鋼線を用いて製造されたネジ又はボルト
【課題】熱処理も表面処理も施すことなく硬度及び延性に優れるネジ又はボルトを鋼線を素材として用いて製造する。鋼線を加工してネジ又はボルトを製造する際に生じる加工硬化に起因して工具寿命が短くなる問題を抑制する。
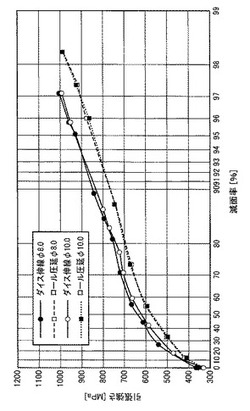
【解決手段】炭素含有量が0.06質量%以下、引張強さが800〜1220MPa、絞りが70%以上、ビッカース硬さが250〜435、長手方向に垂直な断面におけるフェライト組織の平均結晶粒径が5μm以下である鋼線を素材として用い、該鋼線を加工することにより、強度区分が8.8(引張強さ800MPa、降伏荷重640MPa)〜12.9(引張強さ1220MPa、降伏荷重1100MPa)であるネジ又はボルトを製造する。前記鋼線は、炭素含有量が0.06質量%以下の鋼製線材を減面率が85〜99%に伸線及び/又は減面率が93〜99%に圧延して加工硬化させることにより製造する。
(もっと読む)
金属線の製造方法

【課題】金属線材の圧延中において金属線材の捻転を防止することができる金属線の製造方法を提供する。
【解決手段】全工程を通じての総減面率を75%以上となるように、金属線材を第1偏平成形ロールで温間圧延し、次に第1カリバーロールで拘束部分と下記式(1)及び式(2)を満たす非拘束部分とからなる断面形状を有するように温間圧延し、そして前記非拘束部分が押圧されるように第2偏平成形ロールで温間圧延し、さらに偏平率を低下させるように温間圧延する。
w1 ≧ 0.26w10 (1)
r1 ≧ 2.23w10 (2)
(式中、w1は非拘束部分の両端の直線距離、w10は第1カリバーロールで温間圧延した後の金属線材の幅、r1は非拘束部分の外周の曲率半径を示す。)
(もっと読む)
ばね座金、ばね座金組み込みボルト及びその製造方法
【課題】ばね座金付き高張力ボルトを様々の鋼種で製造するにおいて、ボルトの材料として焼き入れしていないナマの材料を使用することを容易ならしめて、座金組み込みボルトの製造コストを低減する。
【手段】ばね座金は、C:0.35〜0.50%、Ni:0.30〜0.60%、Cr:0.80〜1.10%、Mo:0.80〜1.10%、V:0.040〜0.10%を含有したSNCM系鋼材で製造されている。MoやVの析出硬化により、500〜600℃の温度領域で焼き戻ししても硬度が大きく低下しないため、ボルトが様々な鋼種からなっていて焼き戻し温度が大きく相違しても、ボルトと一緒の焼き戻しによって必要な硬度(ばね性)を確保できる。その結果、多種類類のボルトを製造するにおいて、ダイスの寿命向上を図りつつ多種類の材質のばね座金を用意する手間を無くすことができる。
(もっと読む)
高強度部材締結用タッピングねじ
【課題】980N/mm2以上の高強度部材に、雌ねじを成形しながら締結する高強度タッピンねじを提供する。
【解決手段】質量%で、C:0.01〜0.15%、Si:0.2%以下、Mn:0.8〜2%、P:0.015%以下、S:0.015%以下、Cu:0.05〜2%、Ni:0.05〜2%、Al:0.02〜0.1%、N:0.01%以下、更に、必要に応じてTi、Nb、V、Cr、Mo、Bの一種または二種以上を含有し、残部、鉄及び不可避的不純物からなる鋼を熱間圧延後、冷間加工でねじ形状に成形し、次いで浸炭焼入れ後焼戻し処理を行い、ねじの表面硬さ(HV1)が下記式を満し、かつねじの内部硬さが320超え〜430HVで、表面から0.1mm位置における硬さが480HV以上で、内部の金属組織における旧オーステナイト結晶粒度をNo.8以上とする。HV1≧HV2、ここで、HV1はねじの表面硬さ(ビッカース硬さ)で、HV2は{TS×3/9.81+160}×1.3で求まる値を小数点以下四捨五入した値とし、TSは締結しようとする鋼板の引張強度(N/mm2)とする。
(もっと読む)
1 - 4 / 4
[ Back to top ]