
株式会社置田鉄工所により出願された特許
1 - 3 / 3
ダブルボールベアリング用内・外輪の鍛造方法
【課題】ダブルボール型ベアリング用の内・外輪用部品を、丸鋼材から熱間鍛造だけで一貫して製造でき、歩留りの向上と製造コストや材料費の低減、省エネを図る。
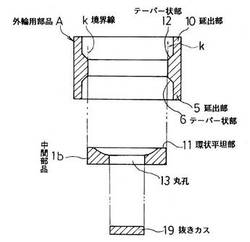
【解決手段】鋼材製の短円柱状の素材1を、熱間鍛造機械で加圧して、一側端面の外周寄りに環状のテーパー状部6と短円筒状延出部5を形成し、次に該素材1の前後を反転した状態で加圧して、外周寄りに環状のテーパー状部11と平坦部11と短円筒状延出部10とを形成し、続いて上記環状平坦部11とテーパー状部12との境界線kで打ち抜くと同時に中央部に丸孔13を形成し、残った短円筒状部分を外輪用部品Aにすると共に、打ち抜いた部分を内輪用部品Bの中間部品1bとして、次に丸孔13周部をダイス側へ曲げと圧造加工を行って、短円筒状部18と、外周に環状の鍔部16と内周に環状テーパー状部17を形成して、1個の鍔付き内輪用部品Bとする。
(もっと読む)
鍔付き短円筒状部品等の鍛造方法

【課題】鍔付き短円筒状部品等を加圧トン数の小さい鍛造機械による熱間鍛造にて、材料費の節減と省エネを図り、かつ製造コストの低減と共に小ロットも製造も可能とする。
【解決手段】棒状の鋼素材を切断して短円柱状部材を形成した後、熱間鍛造機械により、短円柱状部材の端面を加圧して円盤状部材とし、次に金型により鍔付き短円筒状に成形する工程の前の段階で、該円盤状部材の中央部に円形状凹所を形成すると共に、該円形状凹所の底板部分に孔を打ち抜いて孔付き円盤状部材を形成し、その後にダイスとポンチにて加圧し、孔の周辺部を下方へ曲げ圧造加工を行って下側短円筒状部を曲げ成形して、鍔付き短円筒状部品とする。また、同時に上側短円筒状部を形成したものを、上・下に分離して、ベアリングの内輪用部品と外輪用部品に形成する。
(もっと読む)
鍔付き短円筒状部品等の鍛造方法
【課題】片側に鍔部を有し他側に短円筒状部もつ部品等を、加圧トン数の小さい鍛造機械により製造可能とし、製造コストの低減を図り、熱間鍛造だけでの製造で省エネを図り、かつ小ロットでの製造を可能とする。
【解決手段】棒状の鋼素材を切断して短円柱状部材を形成した後、熱間鍛造機械により、短円柱状部材の端面を加圧してパンケーキ状の偏平円盤部材とし、次に金型により鍔付き短円筒状に成形する工程前に、偏平円盤部材の中央部に円形状の凹所を形成し、該円形状凹所の底板部分を打ち抜いて、孔付きの偏平円盤部材7を形成し、その後に金型8,9により加圧して、鍔付き短円筒状部品10を成形する。また同様に成形したものを鍔状部分11と短円筒状部分12に分離して、ベアリングの外輪と内輪用部品を形成する。
(もっと読む)
1 - 3 / 3
[ Back to top ]