
Fターム[3C025AA18]の内容
歯車加工 (349) | 直歯の創成歯切り (47) | 平歯車製造用ホブによるもの (13) | ホブ又はワークの運動径路、加工方法 (2)
Fターム[3C025AA18]に分類される特許
1 - 2 / 2
歯車加工方法
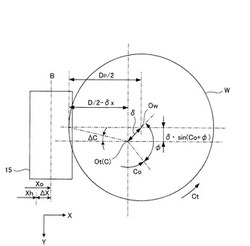
【課題】偏心して取り付けられた被加工歯車を高精度に歯車加工することができる歯車加工方法を提供する。
【解決手段】ホブカッタ15とワークWとを噛み合せ、これらを同期回転させることにより、ワークWに歯車加工を行う歯車加工方法であって、ワークWの諸元に基づいて、回転テーブル16の目標テーブル回転位相Co及びホブカッタ15の目標切り込み量Xoを設定し、回転テーブル16に対するワークWのワーク偏心量δ及びワーク偏心回転位相φに基づいてテーブル回転位相補正量ΔCを求め、目標テーブル回転位相Coにそのテーブル回転位相補正量ΔCを加味した実テーブル回転位相Ctで回転テーブル16を回転させると共に、ワーク偏心量δ、ワーク偏心回転位相φ、及び、実テーブル回転位相Ctに基づいて切り込み補正量ΔXを求め、目標切り込み量Xoにその切り込み補正量ΔXを加味した実切り込み量Xhでホブカッタ15をワークWに切り込ませる。
(もっと読む)
クラウニングが修正された実質的に円筒状の歯車の歯面を斜め創成法によって機械加工する方法
本発明は、実質的に円筒状であるが、修正されたクラウニングを有する歯車の歯面を機械加工するための方法であって、自身の回転の軸の方向にクラウニングが修正された螺旋モールドを使用して、斜め回転法で機械加工するための方法に関し、クラウニングは正にすることも負(凹状クラウン)にすることも可能である。この工具を使用して、この工具のクラウニングを対角比と調和的に働かせることによってセットが生成され、かつ、自然なセットの上に重畳され、それにより加工片に必要なセットが得られる。 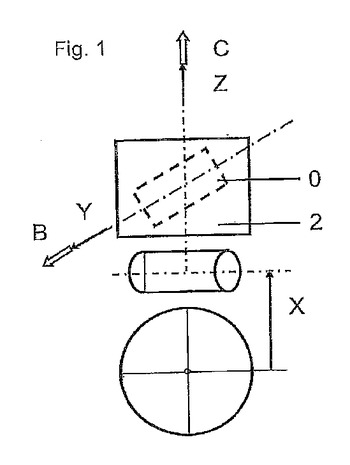 (もっと読む)
(もっと読む)
1 - 2 / 2
[ Back to top ]