
Fターム[3C043BC02]の内容
Fターム[3C043BC02]に分類される特許
1 - 11 / 11
動力伝達チェーン用ピンの研削装置及び研削方法
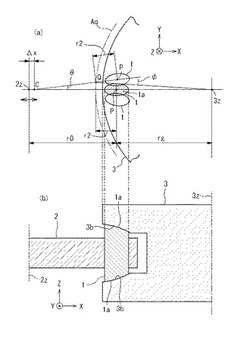
【課題】キャリアを小径化せずにピンの端面の曲率半径(R2)をさらに小さくすることができる動力伝達チェーン用ピンの研削装置及び研削方法を提供する。
【解決手段】中心軸3z周りに回転する回転体であって、外周近傍にピン1の両端面1aを研削する一対の砥面3bを有する砥石3と、中心軸3zと平行な中心軸2z周りに回転する回転体であって、ピン1を、中心軸3zに平行な姿勢で保持するキャリア2とを有する研削装置を用いてピンの研削を行う場合において、一対の砥面3b間にキャリア2によりピン1を挿入して通過させるとき、最深位置の前位置ではキャリア2の中心軸2zを砥石3の中心軸3zに変位量Δxだけ近づけ、最深位置では中心軸2zを元に戻して中心軸3zから遠ざけ、そして、最深位置の後位置では再び中心軸2zを中心軸3zにΔxだけ近づける、という進退動作をキャリア2が実行する。
(もっと読む)
金属リング研削装置

【課題】金属リング研削装置において、研削ブラシの偏磨耗を防止する。
【解決手段】金属リング研削装置において、加工ヘッド200により各研削ブラシ211を回転自在に保持し、各研削ブラシに、アイドルギア213aと固定ギア213bとを設け、各研削ブラシを、これらのギアの配置順が異なる第1及び第2の研削ブラシの2種類とし、第1及び第2の研削ブラシを交互に配置し、各第1研削ブラシのアイドルギアが、隣接する第2研削ブラシの固定ギアと噛み合い、各第1研削ブラシの固定ギアが、隣接する第2研削ブラシのアイドルギアと噛み合うようにする。
(もっと読む)
研磨装置
【課題】研磨ピンに設けた研磨材が磨耗した場合に、研磨材を単体で容易に交換できるうえ、コスト削減を図ることができる研磨装置を提供する。
【解決手段】研磨装置の研磨ピン30は、研磨ピン30の内部に非磁性体41を介在させた状態で磁石42を嵌合孔50内に嵌合固定させ、研磨ピン30及び研磨材31、非磁性体41、磁石42間で形成される磁気回路の着磁力により、研磨ピン30の表面部に確実に研磨材31を固定するとともに、取り外しを容易とする。
(もっと読む)
動力伝達チェーンのピンの製造装置および動力伝達チェーンのピンの製造方法
【課題】ピンの端面形状の自由度を高くできる動力伝達チェーンのピンの製造装置および動力伝達チェーンのピンの製造方法を提供すること。
【解決手段】研削装置35は、ツールホルダ37とワークホルダ38とを備えている。ツールホルダ37は、中心軸線εtを有しており、ピンの製造用中間体33の一対の端面34のそれぞれを研削するための研削部材36を保持している。ワークホルダ38は、製造用中間体33の長手方向をツールホルダ38の中心軸線εtに沿わせた状態で、この製造用中間体33を保持する。ワークホルダ38およびツールホルダ37がツールホルダ37の中心軸線εtの回りに相対回転することにより、各製造用中間体33の一対の端面34が研削される。
(もっと読む)
短いかつ/または棒状のワークピースを仕上げ研削するための方法および研削機械
短いかつ/または棒状のワークピースを研削するために、ワークピースの仕上げ加工が、平行な2つの端面と、側面の外側輪郭との研削によって、極めて短いサイクル時間で可能となる方法および研削機械が提供される。この研削機械は2つの研削主軸を有している。両研削主軸は、平行な回転軸線を備えて共通の研削主軸台にタンデム配置で配置されていて、一緒にX方向に送られる。ワークピースに対する固有の保持・搬送装置と協働して、それぞれ2つのワークピースが少なくとも部分的に同時に研削される。この場合、一方の加工位置では、一方のワークピースの端面が研削され、第2の加工ステーションでは、すでに予め仕上げ研削された端面を備えた第2のワークピースの外側輪郭の最終的な非円筒研削が行われる。  (もっと読む)
(もっと読む)
流体軸受装置用軸部材の製造方法
【課題】外周面の加工精度を十分に高めると共に、製品ごとの外周面精度のバラつきを抑えることができる流体軸受装置用軸部材の製造方法を提供する
【解決手段】軸素材10の外周面11aに両端面11b、12bを基準としたアンギュラ研削加工(第1の研削加工)を施すことにより外周面11aの精度を高めた上で、両端面11b、12bに外周面11aを基準とした芯無し研削加工(第2の研削加工)を施す。これにより、従来のような幅研削加工と比べ、両端面11b、12bの面精度が高められると共に、製品ごとの端面精度のバラつきが抑えられる。この端面11b、12bを基準として外周面11aに仕上げ研削加工(第3の研削加工)を施すと、外周面11aの加工精度が十分に高められると共に、製品ごとのバラつきを抑えることができる。
(もっと読む)
面仕上げがなされたハニカム構造体およびその製造方法
セラミック・ハニカム構造体の形成方法は、側面、第1端面、この第1端面の反対側の第2端面、および最大幅(W)を有するハニカム体を提供するステップと、上記ハニカム体の切断された両端面の少なくとも一方から材料を除去して、長さ(L)を短縮するステップとを含み、上記材料を除去するステップが、回転する研磨工具を用いて上記第切断された両端面の少なくとも一方から、研磨により材料を除去することを含み、かつL/Wが0.75よりも大きい。この方法は、従来では得られなかった端面平坦性、平行性、表面粗さおよび長さの正確性またはそれらの組合せを得ることができる。低い表面粗さ(Ra),高度の平行性および長さの正確性を備えた、端面仕上げが施されたセラミック・ハニカム構造体も開示されている。  (もっと読む)
(もっと読む)
研磨方法、研磨装置
【課題】比較的長尺のワークを研磨加工する際に、煩雑なダミーワークの準備や段取り等を必要とすることなく、短時間で高精度な研磨面を得る。
【解決手段】ダミーワーク107に長尺のワーク108が収容される収納穴107aを設け、背面側に配置したバネ109によって突出方向に付勢しつつワーク108の第2被研磨面108sを収納穴107aから露出させた状態で、ダミーワーク107の第1被研磨面107sとともに研磨工具101の研磨作用面101sに摺接させて研磨加工を行う。ダミーワーク107は研磨後に交換される他の研磨対象の複数のワーク108に共通に用いられる。
(もっと読む)
ワーク・ピースの研磨装置
本発明は、ワーク・ピースを研磨するための装置を提供するものであり、該装置は、少なくとも一つのワーク・ピースを収納し排出するホッパーを含み、各ワーク・ピースは少なくとも第一及び第二端部を有し、所定の角速度で回転しその外周面に渡って複数の凹部を有し各凹部は一つのワーク・ピースを受け入れる大きさに形成されワーク・ピースを研磨位置に搬送するために回転する第一回転手段と、前記ホッパー及び前記第一回転手段の間に配置され各ワーク・ピースを各凹部に配置し搬送するコンベアと、第二の所定速度で回転し第一及び第二速度の速度差に応じて回転する各ワーク・ピースを各凹部内の適切な位置に保持するため搬送された各ワーク・ピースの表面と接触するように第一回転手段の一部を覆って延びる第二回転手段と、ワーク・ピースの両端を研磨するため、ワーク・ピースの第一端部を研磨する第一回転研磨手段、及び第二端部を研磨する第二回転研磨手段とを有する。  (もっと読む)
(もっと読む)
研削方法および研削機械
【課題】ガラス、ガラスセラミックスあるいはセラミックスのような硬くてもろい材料で作られた工作物を加工するための研削方法を提供する。その方法は、高い精度と共に材料除去能力の高いことを利点とする。
【解決手段】この発明の方法は、前記工作物12を工作物ホルダー14に固定して、回転軸16の周りに回転するように駆動することからなる。前記工作物12は、工作物の回転軸16に垂直に延びる研削心棒軸20の周りに回転するように駆動される研削工具18によって研削され、前記研削工具18は前記研削心棒軸20に垂直に送り込まれる。この方法では、内面研削または外面研削のためにカップ型研削工具を使用することもできる。
(もっと読む)
ロッド状加工体及びその加工装置及びその加工方法
【課題】この発明は、構成簡易にして、容易な組立て・接着作業を実現し得、且つ、高精度な加工処理に寄与し得るようにすることにある。
【解決手段】複数のロッド状被加工物21をパイプ体22内に挿入し、その周囲に接着剤23を充填して接着固定するように構成した。
(もっと読む)
1 - 11 / 11
[ Back to top ]