
Fターム[4E024EE04]の内容
Fターム[4E024EE04]に分類される特許
1 - 2 / 2
条鋼圧延材の圧延方法
【課題】条鋼圧延材の非定常部に特に形成され易い表面疵の発生を抑制することを課題とする。
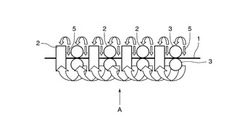
【解決手段】所定の間隔をおいて複数配置した圧延スタンド2の対になったロール3に設けた種々の孔型4によって、条鋼圧延材1を複数のパスに分けて順次圧延することで、その条鋼圧延材1の断面積を順次減少させて所定の製品形状に仕上げる条鋼圧延材の圧延方法において、対象の圧延スタンド2aの出側に配置した幅寸法計測装置5で条鋼圧延材1の幅寸法を計測し、その幅寸法を、対象の圧延スタンド2aでの圧延で、条鋼圧延材1の周方向の圧縮ひずみが−0.5以上になるように予め求めた幅寸法許容値の範囲内にする。
(もっと読む)
条鋼圧延材の圧延方法

【課題】条鋼圧延材の多系列(多ストランド)圧延において、製品の寸法精度を高くし表面疵等の発生を防ぐ。
【解決手段】各系列の条鋼圧延材1の線速比Rを予め求めておき、第1系列にあっては、トップ速度の実績値V0'−1と線速比Rとから目標ミドル速度V1'−1を求め、第1系列の中途部が目標ミドル速度V1'−1となるように上流側の圧延ロール14を制御し、第2系列にあっては、トップ速度の実績値V0'−2と線速比Rとから目標ミドル速度V1'−2を求め、V1'−2>V1'−1の場合、圧延ロール14の回転数を変更し、V1'−2<V1'−1の場合、圧延ロール14の回転数を変更しない。
(もっと読む)
1 - 2 / 2
[ Back to top ]