
Fターム[4E028BB05]の内容
他に分類されない板、線、管の製造と清浄 (990) | 鍛接管 (29) | 接合部の後処理 (3)
Fターム[4E028BB05]に分類される特許
1 - 3 / 3
加工性に優れた鍛接管
【課題】フレア加工などの強加工でも接合部に割れが発生しにくい、加工性に優れた鍛接管を提供する。
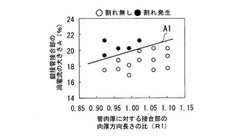
【解決手段】加熱炉にて全幅を加熱し、鋼帯のエッジ部を、酸素または空気を吹き付けて酸化熱により昇温するか、または高周波加熱した後、エッジ衝合・鍛接して製造する鍛接管であって、鍛接管接合部の渦流探傷で検出した渦電流を、肉厚を貫通した直径3.2mmのドリル孔を標準欠陥として検出した渦電流に対する百分率で表した渦電流の大きさA(%)が、管肉厚に対する接合部の肉厚方向長さの比(R1)を用いた下記式で表される限界値A1以下になる加工性に優れた鍛接管である。A≦A1=12.5・R1+7.5‥‥<1>
(もっと読む)
フレア加工後の面が良好な鍛接鋼管

【課題】フレア加工後の継手接触箇所において、鋼管の接合部の筋深さが著しく浅いか、あるいは平坦である鍛接鋼管を提供する。
【解決手段】鍛接して接合し、あるいはさらに絞り圧延を行って、仕上げた鋼管において、鋼管の接合部肉厚方向長さ12を鋼管肉厚20以上とされたことを特徴とするフレア加工後の面が良好な鍛接鋼管である。
(もっと読む)
加工性に優れた鍛接管
【課題】フレア加工のような強加工を行なっても、接合部から割れることのない鍛接管を提供する。
【解決手段】鍛接管接合部の渦流探傷で検出した渦電流を、肉厚を貫通した直径3.2mmのドリル孔を標準欠陥として検出した渦電流に対する百分率で表した渦電流の大きさA(%)が、管肉厚に対する接合部の肉厚方向長さの比(R1)を用いた下記式で表される限界値A1以下になる加工性に優れた鍛接管。A≦A1=12.5・R1+7.5‥‥<1>
(もっと読む)
1 - 3 / 3
[ Back to top ]