
Fターム[4E028BB07]の内容
他に分類されない板、線、管の製造と清浄 (990) | 鍛接管 (29) | その他のもの (12)
Fターム[4E028BB07]に分類される特許
1 - 12 / 12
加工性に優れた鍛接管
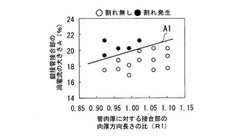
【課題】フレア加工などの強加工でも接合部に割れが発生しにくい、加工性に優れた鍛接管を提供する。
【解決手段】加熱炉にて全幅を加熱し、鋼帯のエッジ部を、酸素または空気を吹き付けて酸化熱により昇温するか、または高周波加熱した後、エッジ衝合・鍛接して製造する鍛接管であって、鍛接管接合部の渦流探傷で検出した渦電流を、肉厚を貫通した直径3.2mmのドリル孔を標準欠陥として検出した渦電流に対する百分率で表した渦電流の大きさA(%)が、管肉厚に対する接合部の肉厚方向長さの比(R1)を用いた下記式で表される限界値A1以下になる加工性に優れた鍛接管である。A≦A1=12.5・R1+7.5‥‥<1>
(もっと読む)
球状黒鉛鋳鉄製鋼管成形用ロール及びその素材の製造方法

【課題】成形面に耐摩耗性が付与され、かつ、機械加工して成形面とするときの切削性にも優れる球状黒鉛鋳鉄製鋼管成形用ロールを提供する。
【解決手段】鋼板から鋼管を成形する少なくとも1つの成形面を有する球状黒鉛鋳鉄製鋼管成形用ロールであって、質量%で、C:3.2〜3.6%、Si:1.0〜1.8%、Mn:0.4〜0.6%、P:0.08%未満、S:0.08%未満、Ni:1.5〜2.8%、Cr:0.85〜1.9%、Mo:0.4〜0.8%、及び、Mg:0.03〜0.09%を含有させ、残部はFe及び不可避的不純物の組成とし、前記成形面からの深さが20mmまでの部位で、マルテンサイト及びベイナイトを基地として、セメンタイトを、面積率で15〜25%含有させ、ショア硬さを、55〜65にする。
(もっと読む)
鍛接管設備列およびそれを用いた熱電発電方法
【課題】熱源が移動する鍛接管設備において、放出状態が変動する、鋼板および管材の熱エネルギーを、効率良く電気エネルギーに変換して回収することができる、熱電発電装置を備えた鍛接管設備列を提供する。
【解決手段】加熱炉からストレッチレデューサに至るまでの鋼板および管材の搬送路のいずれかの位置で、鋼板および管材のうち少なくとも一に対峙し、かつ鋼板および管材のうち少なくとも一の温度、および/または熱電発電ユニットの出力に応じて設置された、熱電発電ユニットを有する熱電発電装置を備える鍛接管設備列とする。
(もっと読む)
鍛接鋼管製造における鋼帯溶接継目部の検出方法
【課題】製品不良部である継目部を正確に検出して精度良い品質管理を図るとともに、継目部がエッジロールを通過することによって生じるエッジロールの磨耗量を低減する、鍛接鋼管製造における鋼帯溶接継目部の検出方法を提供する。
【解決手段】加熱炉前に設置した、鋼帯4幅方向端部圧延用のエッジロール1,3を用いて、該エッジロールを前記鋼帯が通過する際に衝撃荷重7(或いは8)の発生を検出し、該検出した衝撃荷重の発生位置を鋼帯溶接継目部20と同定する。
(もっと読む)
フレア加工後の面が良好な鍛接鋼管
【課題】フレア加工後の継手接触箇所において、鋼管の接合部の筋深さが著しく浅いか、あるいは平坦である鍛接鋼管を提供する。
【解決手段】鍛接して接合し、あるいはさらに絞り圧延を行って、仕上げた鋼管において、鋼管の接合部肉厚方向長さ12を鋼管肉厚20以上とされたことを特徴とするフレア加工後の面が良好な鍛接鋼管である。
(もっと読む)
鍛接鋼管の製造方法
【課題】鍛接鋼管を回転矯正する際に鋼管先端潰れを防止する鍛接鋼管の製造方法を提供する。
【解決手段】帯鋼を加熱炉に連続的に送り、円筒状に成形しつつ帯鋼端部を融点未満の温度まで加熱して圧接し鍛着した後、切断して得た鋼管1の曲りや外形寸法や形状を矯正機で回転矯正する鍛接鋼管の製造方法において、前記矯正機の入側ガイド3と矯正ロール2との間に、前記矯正ロールとほぼ垂直をなす一対の垂直ロール5を設置し、この一対の垂直ロールのロール間に鋼管を通すすことを特徴とする鍛接鋼管の製造方法。
(もっと読む)
フレア加工性に優れた鍛接鋼管
【課題】フレア加工性に優れた鍛接鋼管を提供する。
【解決手段】外径21.7mmφ〜114.3mmφ、肉厚1.8mm〜6.1mm、引張強度(TS)290N/mm2〜500N/mm2、伸び率23%〜90%であって、コーン拡管し接合部に割れが生じた際の拡管比率(A)が下記<1>式を満足する鍛接鋼管に限定した。A={H×tan(θ/2)+(DR/2)}/(DR/2)≧−0.0004×DR+1.3=B…<1>、ただし、A:コーン拡管比率、H:コーン押し込み量(拡管開始高さと拡管後に割れが発生した直後の高さの差)、θ:コーン全角、DR:鍛接鋼管外径、B:鋼管外径から決まる規定値
(もっと読む)
加工性に優れた鍛接管
【課題】鍛接管をフレア加工のような強加工に供する場合、接合部に割れが発生しないように、鍛接管製造段階において、接合部の強度を評価する方法を提供する。
【解決手段】鍛接管の接合部を押し潰し方向の一端部近傍とした偏平試験による偏平高さ比(H)が、管肉厚に対する接合部肉厚方向長さの比(R)を用いて下記<1>式で定義される限界偏平高さ比(HL)以下である加工性に優れた鍛接管である。HL=−1.5×R+1.7<1>
(もっと読む)
加工性に優れた鍛接鋼管の製造方法
【課題】鍛接管がフレア加工等の強加工を施されると、接合部の筋深さが深くなって、接合部から割れが発生しやすく、加工後の平面状態を損ないやすいという問題を解消させる鍛接鋼管の製造方法を提供する。
【解決手段】スリットした鋼帯2を加熱炉5で加熱し、成形鍛接機6により、ロール成形しつつ、かつ、酸素を混合させて酸素濃度を22〜30%とした混合空気をノズル7から鋼帯端部に噴射しつつ、鍛接する。
(もっと読む)
加工性に優れた鍛接鋼管およびその製造方法、並びに製造設備列
【課題】鍛接衝合部の接着強度を向上せしめ、安定して強加工に耐えうる加工性に優れた鍛接鋼管を提供する。
【解決手段】鍛接鋼管であって、鍛接鋼管外面の鍛接衝合部のすじ深さが0.15mm以下で、且つ、鍛接鋼管の鋼管内面の鍛接衝合部のすじ深さが0.25mm以下であり、更に、下式<1>で定義される鍛接衝合部の夾雑物占有率(A)が下記<2>及び<3>式の範囲であることを特徴とする。A=(L/t)×100…<1>但し、A:夾雑物占有率(%)L:鍛接衝合部における夾雑物の鋼管肉厚方向の長さの合計(mm)t:鋼管の肉厚(mm)A≦−33・do+5.0…<2>A≦−20・di+5.0…<3>但し、do:鍛接鋼管外面の鍛接衝合部のすじ深さdi:鍛接鋼管内面の鍛接衝合部のすじ深さ
(もっと読む)
金属溶接における熱影響部位の特徴をモニターし、制御するための方法および装置
【課題】金属片の溶接における複数の定量可能な熱影響部位(“HAZ”)の特徴の少なくとも1つをモニターおよび制御するための方法およびシステムを提供する。
【解決手段】定量可能なHAZの特徴の少なくとも第1の特徴について、溶接のための溶接プロセス因子の条件に基づいて予測HAZ特徴値を決定するステップであって、該溶接プロセス因子が金属片の寸法形状および材質、並びに溶接装置の操作条件を含むものと;金属片に対し行われるべき溶接のための最適HAZ特徴値を決定するステップと;更に以下のステップ(a)および(b)の内の少なくとも1つを含む方法:ステップ(a)予測HAZ特徴値および最適HAZ特徴値に関連する量を表示するステップ;ステップ(b)溶接装置の操作条件の少なくとも1つを制御するための制御部材を制御し、予測HAZ特徴値を、最適HAZ特徴値に関連して修正することを含むステップ。
(もっと読む)
鍛接装置の動作パラメータを算出する装置及び方法
1つ又はそれ以上の材料の鍛接を行うための鍛接装置のパラメータの算出を行う装置及び方法を提供する。コンピュータプログラムは、入力されたHAZ幅と入力された鍛接温度とに応じて鍛接装置の動作周波数と動作電力を算出するための自己調整ルーチンを実行する。  (もっと読む)
(もっと読む)
1 - 12 / 12
[ Back to top ]