
Fターム[4E050CD02]の内容
金型の交換、取付け、製造 (1,478) | 金型交換の対象 (117) | 複数プレスに対するもの (6)
Fターム[4E050CD02]に分類される特許
1 - 6 / 6
プレス加工システム
【課題】金型の交換時間を短縮できるプレス加工システムを提供すること。
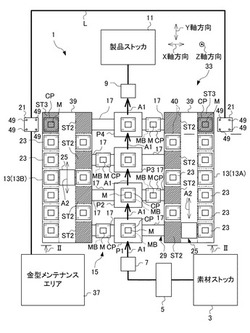
【解決手段】板状部材をプレス加工して工業製品を生産する複数のプレス機P1〜P4を有するプレス本体と、複数のプレス機P1〜P4それぞれの内部に備えられた金型Mを移動させて金型格納庫13に収納するムービングボルスタMBと、を備えるプレス加工システム1において、金型格納庫13は、プレス本体の長手方向を中心にして左右両側に一対配置される。
(もっと読む)
プレス加工システム

【課題】設置面積を小さく構成できるプレス加工システムを提供すること。
【解決手段】板状部材をプレス加工して工業製品を生産する複数のプレス機P1〜P4を有するプレス本体を備え、複数のプレス機P1〜P4の内部に備えられた金型Mを移動させて金型格納庫13に収納する構成を有するプレス加工システム1において、金型Mを金型格納庫13に収納又は搬出するに際し、金型搬送台車21を直接金型格納庫13の内部に進入させて、金型Mを金型格納庫13の内部に収納又は金型格納庫13から搬出する。
(もっと読む)
プレス加工システム
【課題】設備全体をコンパクトに構成できるプレス加工システムを提供すること。
【解決手段】ムービングボルスタMBに設置された金型Mを用いてワークにプレス加工を施すプレス機P1と、複数の金型を収納可能な金型格納庫13と、を有するプレス加工システムにおいて、プレス機P1で使用される金型M及びムービングボルスタMBを金型格納庫13の内部とプレス機P1との間を自由に移動させる機構を備えると共に、金型格納庫13の内部には、金型MとムービングボルスタMBとを分離させる金型分離装置60が設けられる。
(もっと読む)
タンデムプレス装置とその金型交換方法
【課題】直列に配置された複数のプレス装置を備え、隣接するプレス装置間にワークが通過できるスペースを設けることができ、かつプレスライン全長を短縮することができ、金型交換をスムースに短時間にできるタンデムプレス装置とその金型交換方法を提供する。
【解決手段】プレスライン1に沿って直列に配置された複数のプレス装置26A,26Bを備え、隣接するプレス装置間に所定の間隔Aを隔てたタンデムプレス装置。プレスライン方向に各プレス装置内にそれぞれの金型を搬入・搬出し、プレスラインに直交する方向に間隔Aを通してプレス装置外とプレスラインの間で金型を搬送する金型交換装置20を備える。
(もっと読む)
プレスライン及び同プレスラインにおけるワーク加工方法
【課題】 加工工程数が異なる複数種類のワークを加工する際にも、無駄な工程を生じさせないで効率良く加工できるにし、金型を交換する際も、工数をかけないで簡単に交換出来るようにする。
【解決手段】 複数のプレス装置P1〜P4の長辺が配列方向と平行になるように並べてプレスライン1を構成し、各プレス装置P1〜P4に対して、配列方向と直角方向に走行レール51を設けて、次回の金型Dを積載した自走式ボルスタ52が走行できるようにする。またアップライト2より外側に張り出すクラウン2の下面にハンドリングロボット30a〜30fを設け、初工程のプレス装置P1の上流側と、ラインの中間部にワーク投入用のシートローダ10a、10bを設け、最終工程のプレス装置P4の下流側と、ラインの中間部にワーク払出用の搬出コンベア20a、20bを設ける。
(もっと読む)
プレス金型搬送台車
【課題】プレスの前部位置付近でのクレーン作業を行うことなく、プレス金型を能率よく交換できるようにするためのプレス金型搬送台車を提供する。
【解決手段】台車フレーム11の前後方向の一端部左右位置と他端部左右位置に、走行車輪13aと13bを配置する。台車フレーム11の左右方向の一端部前後位置と他端部前後位置に、横行車輪26aと26bを配置する。走行車輪13aと13bを昇降可能とし、台車全体の荷重を走行車輪13a,13b又は横行車輪26a,26bに選択的に受けもたせるようにする。走行車輪13a,13bと横行車輪26a,26bを電動モータ23で駆動できるようにし、電動モータ23へ給電を行うバッテリー12を台車フレーム11上に搭載する。
(もっと読む)
1 - 6 / 6
[ Back to top ]