
Fターム[4E067BK01]の内容
Fターム[4E067BK01]に分類される特許
1 - 5 / 5
鋳ぐるみ用金型
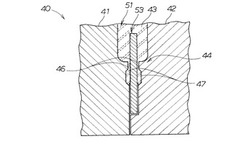
【課題】スチール部品(つなぎ部品及び周辺部品)同士の溶接品質の向上を図ることを可能にするとともに、アルミニウムなどの軽金属のバリを除去する手間を軽減することを可能にする。
【解決手段】軽合金のダイキャスト部品を成形するときに、このダイキャスト部品51にスチール製若しくはアルミニウム製の部品(つなぎ部品)53を鋳ぐるみ、一体的に成形する鋳ぐるみ用金型40において、鋳ぐるまれる側のスチール製若しくはアルミニウム製の部品53へ向け、鋳ぐるむ側の軽合金のダイキャスト部品の外縁から発生するバリを防止するために、溶湯をオーバーフローさせるオーバーフロー部44を設けた。
(もっと読む)
異材継手構造及び異材継手構造の製造方法

【課題】アンカ部の径を大きく設定する場合にも、アンカ孔のアンカ孔間破断の破断荷重の低下を防止することを可能にするとともに、総合的に、アルミニウム等の軽金属のダイキャスト部品とスチール(鉄部材)の継手部品との強度のバランスを確保することを可能にする。
【解決手段】鉄部材23を軽合金により鋳包む異材継手構造40において、鉄部材23にアンカ孔41を設け、このアンカ孔41をバーリング孔に形成し、バーリング孔(アンカ孔)41を、千鳥状に配置する。
(もっと読む)
車両用部品の鋳ぐるみ構造
【課題】アルミニウムダイキャスト部品のスチール製のつなぎ部品とスチール部品とを溶接するときに、十分な溶接強度を確保することを可能にする。
【解決手段】ダイキャスト部品21をスチール部品12に接合するために、ダイキャスト部品21の成形時にスチール製のつなぎ部品23を一体的に鋳ぐるむ車両用部品の鋳ぐるみ構造40において、鋳ぐるまれ側のスチール製のつなぎ部品23のダイキャスト部品21側との境界近傍に、段差48が設けられた。
(もっと読む)
スタンプ成形方法及びその装置
【課題】ワークと半凝固スラリーとの接合強度を大きくし得るとともに、接合成形品を得るまでの時間を短縮することも可能なスタンプ成形方法及びその装置を提供する。
【解決手段】スタンプ成形装置10は、ワークWを支持するワーク支持型16(第1型)と、半凝固スラリーSLを押圧するスラリー押圧型18(第2型)と、ワークWを押圧するとともに、流動する半凝固スラリーSLを堰止するスラリー流出防止部材60を兼ねるワーク押圧型20(第3型)とを有する。このスタンプ成形装置10においては、先ず、ワーク押圧型20によってワークWが成形され、次に、該ワークW上に載置された半凝固スラリーSLがスラリー押圧型18によって成形される。この際、スラリー押圧型18に押圧された半凝固スラリーSLがワークWの上端面に押し付けられるとともに、該半凝固スラリーSLが押圧によって圧潰されて割れが生じる。この割れを介して、酸化されていないスラリーが流出し、ワークWの上端面上を摺動する。
(もっと読む)
複合化部材の製造方法
【課題】 母材形状を簡素化でき、作業工程を簡素化でき、溶融かつ凝固後の複合材の金属組織を緻密にでき、その複合材の金属組織に収縮孔や不純物などの欠陥が発生することを低減できる複合化部材の製造方法を提供すること。
【解決手段】 加熱炉内で加熱が持続されると、複合材6が溶融スペース10内で溶融されて、この溶融物が母材1のキャビティ4に充填される。この溶融状態が一定時間保持されると、複合材6の溶融物が母材1の表面から内部へと拡散される。それから、母材1の冷却用凹部5へエアガンノズル12が挿入されて、かかる冷却用凹部5へ冷却ガスが送給されると、母材1が中心部から外周部へ向けて冷却され、溶融スペース10内で複合材6が母材1との境界側から外周部へ向けて冷却されて凝固される。この凝固によって、複合材6は母材1の表面に拡散接合される。
(もっと読む)
1 - 5 / 5
[ Back to top ]