
Fターム[4E096HA12]の内容
Fターム[4E096HA12]に分類される特許
1 - 4 / 4
金属管の引抜方法及び引抜装置
【課題】引抜時の管の内面に確実に潤滑油を付着できて焼付を防止することのできる金属管の引抜方法を提供する。
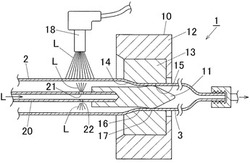
【解決手段】金属製素管2を、外面を成形するダイス10と内面を成形するプラグ11との間に通すことで引抜加工する金属管の引抜方法において、前記プラグ11のベアリング部17を通過する前の素管2の内面に潤滑油Lを付着させる時に、該素管2の内面における上半分の領域における単位時間当たりの付着量(g/秒)を「X」とし、前記素管2の内面における下半分の領域における単位時間当たりの付着量(g/秒)を「Y」としたとき、X>Y>0の関係式が成立するように潤滑油を付着させる。
(もっと読む)
金属管の引抜装置および引抜方法

【課題】金属管の引抜方法において、内面潤滑を改善し、長い素管の引抜や高速引抜における焼付きを防止する。
【解決手段】金属製素管(10)の外面を成形するダイス(1)と内面を成形するプラグ(6)と間に通すことで加工する引抜装置(31)において、前記プラグ(6)を支持するロッド棒に前記素管(10)の内面に接触した状態に取付けられて、素管(10)の内面に付着させた潤滑油(L)を塗り拡げる中子(21)を備える。
(もっと読む)
内面溝付管製造装置および内面溝付管
【課題】溝加工手段により管内面に溝を形成する際に、溝形成プラグの外周面と金属管の管内面の間に潤滑油を十分に行き渡らせることができる内面溝付管製造装置および該内面溝付管製造装置で製造される内面溝付管を提供することを目的とする。
【解決手段】内面溝付管製造装置1において縮径プラグ32と主溝形成プラグ44と芯金50とで金属管70の内部に配置されている管内部材を構成し、管内部材に、金属管70の内部の上流側から下流側へ潤滑油60を供給する貫通孔50aを設け、貫通孔50aは、縮径プラグ32の上流端と主溝形成プラグ44の下流端との間に潤滑油60を吐出する吐出口50cと、吐出口50cより上流側において潤滑油60を導入する導入口50bとを有するとともに、導入口50bと吐出口50cとの間を貫通する構成とした。
(もっと読む)
高寸法精度管の高能率製造方法
【課題】肉厚偏差等の良好な高寸法精度管を押し抜き加工によって製造するに際し、押し抜き荷重を低減して、座屈や焼き付き疵の発生を防止し、高寸法精度管を高能率に製造することができる高寸法精度管の高能率製造方法を提供する。
【解決手段】予め管1の内外表面に潤滑被膜を形成させて、管1の内部にプラグ3を装入しフローティングさせながら、ダイス2の入側に設けられた管押し機4によって押し込み力5を加えて管1を送り、ダイス2で押し抜き加工を行う際に、ダイス2と管1の接触長さ6と素管外径7との比率を0.5〜1.0の範囲とするダイス2を用いて押し抜き加工を行う。
(もっと読む)
1 - 4 / 4
[ Back to top ]