
Fターム[4G058AC08]の内容
管状製品、埋設成形品の製造 (1,656) | 管状製品の構造 (66) | 断面が真円でないもの (5) | 内径が真円形状 (2)
Fターム[4G058AC08]に分類される特許
1 - 2 / 2
外殻PCa部材の製造方法および外殻PCa部材を製造する型枠装置
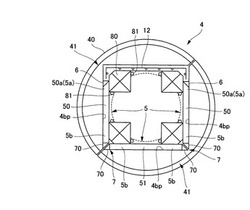
【課題】端部に成形される突出部の形状や適正な厚さを容易に確保することができる外殻PCa部材の製造方法および、外殻PCa部材を製造する型枠装置を提供する。
【解決手段】外殻PCa部材を遠心成形する筒状型枠4の内周面4bp上に、筒状型枠の端部から所定長さ離間させて、筒状型枠の周方向に周方向仕切り材5を設置するとともに、筒状型枠の内周面上に、周方向仕切り材の両端部5aから筒状型枠の端部へ向けて複数本の軸方向仕切り材6を設置する仕切り材設置工程と、仕切り材設置工程の後に、筒状型枠内にコンクリートを打設して外殻PCa部材を遠心成形し、コンクリート硬化後に筒状型枠を脱型し、周方向仕切り材および軸方向仕切り材を取り外すとともに、外殻PCa部材の端部に突出部を形成するために筒状型枠の上記端部と周方向仕切り材および軸方向仕切り材に囲まれた部分を外殻PCa部材から除去する突出部形成工程とを有する。
(もっと読む)
遠心力成形コンクリート管の製造方法
【課題】 管の仕上げが容易になり、外圧強度を増加させることが可能となる遠心力成形コンクリート管の製造方法を提供すること。
【解決手段】 遠心力成形コンクリート管の製造方法において、遠心力成形コンクリート管の外層を遠心力成形し、その後、セメントと、カルシウムアルミネートと、石膏類と、凝結調節剤と、セメント、カルシウムアルミネート、及び石膏類からなる結合材100部に対して50〜300部の細骨材とを含有してなるモルタルを用いて内層を遠心力成形する遠心力成形コンクリート管の製造方法、内層の厚みが、2mmから管厚の30%である該遠心力成形コンクリート管の製造方法、内層を遠心力成形する遠心力成形条件が、重力加速度G2.5で回転後、G20〜40で5〜15分間締め固めることである該遠心力成形コンクリート管の製造方法、該遠心力成形コンクリート管の製造方法で製造された遠心力成形コンクリート管を構成とする。
(もっと読む)
1 - 2 / 2
[ Back to top ]