
Fターム[4G058AE12]の内容
管状製品、埋設成形品の製造 (1,656) | 成形装置への成形材料の供給 (40) | 型枠の軸方向からの供給 (19) | 注入管による供給 (3)
Fターム[4G058AE12]の下位に属するFターム
注入管の支持
Fターム[4G058AE12]に分類される特許
1 - 3 / 3
セラミックス円筒形成形体およびその製造方法
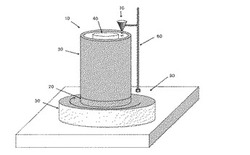
【課題】セラミックス円筒形成形体を寸法精度よく、特に円周方向の厚みの均一性が高いものを、歩留まりよく製造する。
【解決手段】円柱状心棒と円筒状の型枠を有する成形型にセラミックス粉末を充填し、冷間静水圧プレス成形して成形体を製造する際に、成形型の上方にあって固定されているロートを用いて、円柱状心棒の中心軸を中心として成形型を回転させながら成形型にセラミックス粉末を充填することにより、円筒軸方向の80%以上の部分において、同一円周方向の厚みむらが10%未満であるセラミックス円筒形成形体を製造する。
(もっと読む)
遠心力成形コンクリート管の製造方法及びそれにより製造された遠心力成形コンクリート管
【課題】 コンクリート管の仕上げが容易で、外圧強度の増加が可能となる遠心力成形コンクリート管とその製造方法を提供すること。
【解決手段】 遠心力成形コンクリート管の外層を遠心力成形し、その後、150μm以上の粒子含有率が3%以下の、また、それとさらに、5μm未満の粒子含有率が5%以下の、膨張材を含有してなり、スランプフローが250mm以上、膨張率が100〜1,000×10-6のモルタルを用いて内層を遠心力成形する遠心力成形コンクリート管の製造方法、モルタルが、粒径0.42mmを超えるものが5%未満の細骨材を含有してなる該製造方法、内層の厚みが、1mmから管厚の30%である該製造方法、内層を遠心力成形する際に、重力加速度G2.5で回転後、重力加速度G20〜40で遠心力成形する該製造方法、重力加速度G20〜40で遠心力成形する時間が、5〜15分である該製造方法、該製造方法で遠心力成形された遠心力成形コンクリート管を構成とする。
(もっと読む)
遠心力成形コンクリート管の製造方法及びその遠心力成形コンクリート管
【課題】 コンクリート管の仕上げが容易になり、外圧強度を増加させることが可能となる遠心力成形コンクリート管の製造方法及びそのコンクリート管を提供すること。
【解決手段】 遠心力成形コンクリート管の外層を遠心力成形し、その後、スラグ20〜80部とアルミナセメント80〜20部からなる結合材100部と、細骨材50〜300部を含有してなる遠心力成形仕上げ材を用いて、内層を遠心力成形し、50℃〜90℃で加熱養生してなる遠心力成形コンクリート管の製造方法、加熱養生時間が1〜8時間である該製造方法、内層の厚みが、2mmから管厚の30%である該製造方法、内層を遠心力成形する際に、重力加速度G2.5で回転後、G20〜40で遠心力成形する該製造方法、及びG20〜40で遠心力成形する時間が、5〜15分である該製造方法、並びに、該遠心力成形コンクリート管の製造方法で製造された遠心力成形コンクリート管を構成とする。
(もっと読む)
1 - 3 / 3
[ Back to top ]