
Fターム[4K033PA12]の内容
Fターム[4K033PA12]に分類される特許
1 - 6 / 6
方向性電磁鋼板
【課題】磁区細分化用の溝を形成した方向性電磁鋼板であって、局所的な絶縁コーティングの被膜剥離を低く抑えることができ、優れた耐食性および絶縁性を有する方向性電磁鋼板を提供する。
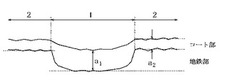
【解決手段】線状溝の底面部における絶縁コーティングの膜厚をa1(μm)、線状溝部以外の鋼板表面の絶縁コーティング膜厚をa2(μm)とするとき、これらa1およびa2が、以下の式(1)および(2)の関係を満足するように制御する。
0.3μm≦a2≦3.5μm ・・・(1)
a1/a2≦2.5 ・・・(2)
(もっと読む)
方向性電磁鋼板

【課題】磁区細分化用の溝を形成した方向性電磁鋼板であって、実機トランスに組上げた際の鉄損を低く抑えることのできる、優れた実機鉄損特性を有する方向性電磁鋼板を提供する。
【解決手段】線状溝の底面部における絶縁コーティングの膜厚a1(μm)と、線状溝部以外の鋼板表面の絶縁コーティング膜厚a2(μm)と、線状溝の深さa3(μm)とが、以下の式(1)および(2)を満足するように制御する。
0.3μm≦a2≦3.5μm ・・・(1)
a2+a3−a1≦15μm ・・・(2)
(もっと読む)
極薄珪素鋼板およびその製造方法
【課題】1100℃以上で熱処理しても粗大粒が少なく、且つ高いB8/Bsを示す、浸珪処理に適した極薄珪素鋼板およびその製造方法を提供する。
【解決手段】質量%で2〜4%を含む一方向性珪素鋼二次再結晶板を再圧延して得られる板厚0.03〜0.10mmの極薄珪素鋼板である。特徴は、窒素雰囲気中、1100℃、1分の条件で熱処理を施した後の、結晶粒の最大幅が板厚の5倍を超える粗大粒の比率が15%以下であり、かつ、B8/Bsが0.85以上である。製造するにあたっては、再圧延前の一方向性珪素鋼二次再結晶板表面に、例えば、機械的な研磨または化学的な腐食を施し、表面粗度の算術平均Raを0.6μm以上3.5μm未満にした後、再圧延する。
(もっと読む)
高級無方向性電磁鋼板の製造方法
【課題】無方向性電磁鋼板の高級グレードを熱延板焼鈍を省略して製造するにあたり、スラブ加熱が高いために熱延板に微細析出物が多く、熱延仕上圧延後の無注水での再結晶、粒成長性が悪く、良好な磁気特性を得られにくいという問題を解決する。
【解決手段】REM、Caの1種または2種を各々の含有量で0.0005〜0.03%含有し、スラブ加熱を1230〜1320℃、熱延仕上温度を1050℃以上、熱延後の無注水時間を1.5〜4秒とすることにより、良好な磁気特性を得るとともに、1230℃以上の温度範囲のスラブ加熱を雰囲気制御型電気式加熱炉で行うことにより、粗圧延かみ込み不良、表面疵の発生率を抑制し、1230℃以上のスラブ加熱の前に5〜40%の圧下率の圧延を行うことにより更に良好な磁気特性を得る。
(もっと読む)
フォルステライト被膜のない方向性電磁鋼板の製造方法
【課題】ハロゲン化物を添加したマグネシアを焼鈍分離剤として使用する場合に、仕上焼鈍の際に懸念される微細な表面欠陥の発生を効果的に防止して、鉄損の増大を招くことのない、フォルステライト被膜のない方向性電磁鋼板の製造方法を得る。
【解決手段】マグネシア:100 重量部に対してハロゲン化物をハロゲン元素換算で 0.1〜10重量部添加したマグネシアを主体とする焼鈍分離剤の水スラリーを、一次再結晶焼鈍後の鋼板に塗布し、ついで仕上焼鈍を行ってフォルステライト被膜のない方向性電磁鋼板を製造するに際し、上記焼鈍分離剤の水スラリーを鋼板に塗布してから、30秒以内に鋼板を270〜400℃の温度域に加熱して乾燥する。
(もっと読む)
電磁軟鉄薄肉シートの製造方法
【課題】
電磁軟鉄から厚さ1mm以下の薄肉のシートを製造するに当たり、歪取り焼鈍をコイルの状態で行なっても、シート間の焼き付きが低減され、冷間圧延製品の表面に生じるキズが少ないシートを製造することができる方法を提供する。キズの減少により、後続の加工工程により製造した最終製品の良品歩留まりを向上させることができる。
【解決手段】
粗圧延(熱間)−中間圧延(冷間)−歪取り焼鈍−最終圧延(冷間) の工程を含む製造方法において、中間圧延の圧下率を50%以上に選択するとともに、歪取り焼鈍に先立って、(1)シートの表面を粗くして、粗さRyを3μm以上にすること、(2)シートの表面を非水性の洗浄液で洗浄して、中間圧延において発生した微細鉄粉を除去すること、および(3)シートの表面にシリコーン系の焼き付き防止剤を塗布すること、の少なくともひとつを実施する。
(もっと読む)
1 - 6 / 6
[ Back to top ]