
Fターム[4L056CB03]の内容
Fターム[4L056CB03]に分類される特許
1 - 4 / 4
紡績機及び紡績機における糸の製造を中断する方法
【課題】糸の製造の中断が制御された後に、継ぎ合わせ工程を迅速にできる方法を提供する。
【解決手段】紡績機は、繊維材3のための入口2と繊維材からつくられた糸5のための出口4とを有する少なくとも1つの紡績部1と、繊維材を紡績部に送る配送装置6と、紡績部の外へ糸を引き出す引出装置7と、製造された糸を巻き取る巻き取り装置8と、少なくとも1つの糸のパラメータを監視する糸監視部9とを有し、監視される糸のパラメータについて目標位置から所定の乖離が検出されることにより、及び/又は巻き取り装置のボビンの交換のために、及び/又は紡績機のスイッチオフの前に、中断される。配送装置、引出装置及び巻き取り装置の送り速度は、糸の製造を中断するために、停止するまで徐々に低下させられ、その低下は、低下が完了した後に、製造された糸の終端10が、紡績部の中に位置するように、実施される。
(もっと読む)
紡績機械

【課題】機台を複数のブロックに分けて各ブロック毎に繊維束集束装置を構成する吸引装置が設けられるとともに、各吸引装置にそれぞれ設けられたモータを共通のインバータで駆動する構成において、異常発生時に正常ブロックにおける糸切れ発生を防止する。
【解決手段】繊維束集束装置はブロック毎にモータ47を備えた吸引装置で負圧にされるダクトを備え、吸引部が接続管を介してダクトに接続されている。各モータ47はモータ毎にコンタクタ54を介して共通のインバータ53と電気的に接続されるとともに、インバータ53を介して制御装置57により制御される。各ブロックにはモータ47の過負荷に繋がる異常を検出するための圧力センサ56と、圧力センサ56の検出信号に基づいて異常の有無を判断し、異常時に対応するブロックのコンタクタ54を非接触状態に切り換えるコンタクタ制御手段55が設けられている。
(もっと読む)
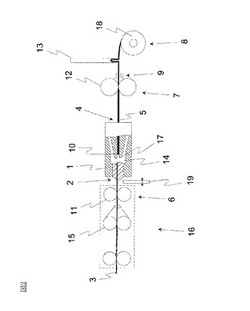
エアジェット紡績装置での糸継ぎ操作を準備するための方法
本発明はエアジェット紡績装置の糸継ぎ操作を準備するための方法に関する。前記装置はドラフト機構を含み、その主ドラフト帯域は入口側を一対のベルトロール(5,6)によりかつその出口側を一対の送出ロール(9,10)により境界付けられている。ベルトロール対(5,6)は第一駆動体(12)に連結され、送出ロール対(9,10)は第二駆動体(13)に連結されている。紡績操業の中断後、結合された連続ステープル繊維の送出は主ドラフト帯域(11)内で中断され、結合された連続ステープル繊維のための新しい出発部が作られる。前記新しい出発部は既に紡績された糸の端部に糸継ぎされるものである。糸継ぎのために適した結合された連続繊維のための新しい出発部を作るために、ベルトロール対(5,6)及び送出ロール対(9,10)の両者は、紡績工程の中断時に結合された連続ステープル繊維の適当な新しい出発部が主ドラフト帯域内に作られるような方式で別個に制御されかつ停止される。 (もっと読む)
紡績糸の糸継方法、装置および継ぎ目
【課題】従来のノッターやスプライサーによる糸継方法は、継ぎ目部分が他の部位に比べて糸の半径方向に全周にわたって突出しているため、後工程の編織工程の編針を通過する際に編針に引っかかり、断線の原因となり、特にニット編機など途中で該機械を停止してその場で糸を継ぎ直すことが容易にできない場合、作業性に問題があった。
【解決手段】二本の糸20・21の先端部を同じ方向に重ね合わせ、該先端部を糸継孔7内に挿入し、該先端部に圧縮流体を作用させることにより解撚・連結させる。
(もっと読む)
1 - 4 / 4
[ Back to top ]