
国際特許分類[B21B1/28]の内容
処理操作;運輸 (1,245,546) | 本質的には材料の除去が行なわれない機械的金属加工;金属の打抜き (27,619) | 金属の圧延 (7,959) | 中実または輪かく状断面をもつ半製品を製造するための金属圧延方法または圧延機;圧延機列による連続作業;圧延機設備のレイアウト,例.スタンドの集合化;バスの連続またはカリバー形状の連続的変化 (1,932) | 長さの不定な帯または板の圧延のためのもの (947) | 連続工程中におけるもの (409) | 冷間圧延によるもの (9)
国際特許分類[B21B1/28]に分類される特許
1 - 9 / 9
冷間圧延方法
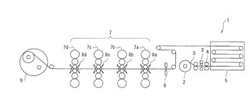
【課題】タンデム式冷間圧延において、ノッチ部を付与した鋼板の耳割れの発生を低減することができる冷間圧延方法を提供する。
【解決手段】先行材と後行材との接合部の幅方向両エッジ部の温度を、誘導加熱装置6によって300℃〜800℃の範囲に加熱することで、当該接合部にせん断加工によってノッチ部を形成したことにより生じる残留歪を回復させる。その後、冷間タンデム圧延機7の入側で噴射するクーラントによって、上記接合部の幅方向両エッジ部の温度を100℃以下まで冷却してから圧延する。これにより、鋼板中央部とエッジ部との温度差を低減し、鋼板の幅方向の変形抵抗差を抑えた状態で、鋼板Sを圧延することができる。
(もっと読む)
薄板の溶接部及び薄板のレーザー溶接方法

【課題】特殊鋼からなる薄板の連続冷間圧延において、冷間圧延による破断が発生しない溶接部、並びにそれを実現するためのレーザー溶接方法を提供する。
【解決手段】溶接部11の冷間圧延によって母材10の上面側に延び出た溶接金属からなる上側延出部12の下側に存在する母材10の最小厚みをL1とし、溶接部11の冷間圧延によって母材10の下面側に延び出た溶接金属からなる下側延出部13と上側延出部12に挟まれた母材10の最小厚みをL2とすると、L1及びL2の少なくともいずれかがゼロより大きくなるような溶接部11とする。
(もっと読む)
冷延鋼板の製造方法
【課題】耳伸びや、腹伸びなどの平坦度不良を抑制するとともに、鋼板全面に発生する微小な凹凸による形状不良についても有効に抑制することができる、仕上げ厚みが0.2mm以下の冷延鋼板の製造方法を提供することにある。
【解決手段】最終仕上圧延パス中に、前記鋼板1の降伏強度に対して10%以上の強度に相当する圧延張力を、最終の前記ワークロール11の出側から付与して行うことを特徴とする。
(もっと読む)
冷間圧延ロールの冷却方法および鋼板の冷間圧延方法ならびに冷間圧延ロールの冷却装置
【課題】循環給油方式の冷間タンデム圧延機100にて鋼板1を冷間圧延するに際し、循環使用されるエマルション圧延油19,20の性状を安定させることで、サーマルクラウンの成長に伴ってロール2の輪郭の胴長方向分布(プロフィール)が経時変化するのを抑制し、圧延後の鋼板の形状が乱れるのを防止するとともに、スカムの凝集固化に伴う配管やノズルの閉塞も防止する。
【解決手段】エマルション圧延油19,20の流動点を5℃以下とする。好ましくは第1のエマルション圧延油19の供給配管7から分岐して、第2のエマルション圧延油20を、冷却手段14を介して供給し、さらに好ましくは鉄粉濃度制御手段13を介して供給する。
(もっと読む)
銅合金製バッキングプレートおよび該銅合金の製造方法
【課題】従来からバッキングプレートに望まれている特性(例えば、熱伝導性、機械的強度、および耐熱性)に加えて、特に、バッキングプレートの大型化要求に対応した耐酸化性に優れた特性を兼ね備えたバッキングプレート用銅合金の製造方法および該銅合金を用いたバッキングプレートを提供する。
【解決手段】Zrを0.02〜0.2質量%含み、残部がCu及び不可避不純物からなり、結晶粒径の最大が0.08mm以下であるバッキングプレート用銅合金を、鋳造工程の後、800℃以上の温度で30分間以上加熱して50%以上の加工率で熱間圧延を行う熱間圧延工程と、熱間圧延工程の後、50%以上の加工率で冷間圧延を行う冷間圧延工程とを経ることにより製造する。
(もっと読む)
酸化防止の表面コーティングに適した鋼板の製造工程
酸化防止の表面コーティング、特にすずメッキに適した鋼板の製造工程鋼板の製造工程に関するものであり、この鋼板の製造工程は生産能力が中程度で広い土地や高額の設備投資を要する設備の設置を必要としない。好ましくは薄型スラブ製造設備で得た0.7mmより厚い酸洗後の熱延鋼板を3台以下のゼンジミア6Zhi型圧延機に通して厚さ0.25mm未満まで冷間圧延しその後焼きなましをする。後に調質と仕上鋼板の製造工程のみを行う1回の厚み減少鋼板の製造工程(Simple reduction)で最終的な厚さ0.18mm未満にしてもよいし、厚さを30%減少させるために半加工鋼板をもう一度冷間圧延する二重の減少鋼板の製造工程(double reduction)により最終的な値にしてもよい。  (もっと読む)
(もっと読む)
ベリリウム銅合金、及び、このベリリウム銅合金を製造する製造方法
【課題】薄板状や帯状の形状を有していても、十分な強度及び十分な導電率をともに備えたベリリウム銅合金、及び、このベリリウム銅合金を製造する製造方法を提供する。
【解決手段】0.05mm〜0.5mmの厚さを有するベリリウム銅合金を製造する製造方法が、Cu100-(a+b)NiaBeb(1.0≦a≦2.0、0.15≦b≦0.35、5.5≦a/b≦6.5)の重量比(mass%)を有する銅合金を固溶温度域となるまで加熱した後に、固溶温度域となるまで加熱された銅合金を所定の冷却速度で急冷する固溶熱工程と、固溶熱工程で銅合金が急冷された後に、Ni及びBeが析出しない温度域で、銅合金に塑性歪みを加える冷間圧延工程と、Ni及びBeが析出する温度域である時効硬化温度域で、冷間圧延工程で塑性歪みが加えられた銅合金を所定の時効硬化時間に亘って保持する時効硬化工程とを含み、冷間圧延工程及び時効硬化工程は、少なくとも1回以上繰り返して行われる。
(もっと読む)
鉄をベースにした合金をマイクロ処理するための方法及び装置,並びにそれから生成した物質
本発明は、鉄をベースにした合金を、加熱及び直ちに焼き入れして室温にすることを含むマイクロ処理して様々な厚さを有する高張力の鉄をベースにした合金を製造するための方法及び装置を開示する。その方法は、望ましい効果を生み出すために、種々の制御可能な張力下での張力を用いて実施しても又は用いないで実施してもよい。マイクロ処理された鉄をベースにした合金は、望ましいベイナイトを含有してそれの二次成形適正及び引っ張り強度を増大させる。鉄をベースにした合金の様々な厚さは、自動車パネルを形成するような種々の用途用に望ましい。  (もっと読む)
(もっと読む)
耐遅れ破壊性に優れる高強度ステンレス鋼帯及びその製造方法
【課題】 ステンレス鋼を素材とし、耐遅れ破壊性を向上させるとともに、表面硬さをビッカース硬度300以上にした高強度ステンレス鋼板を提供する。
【解決手段】 12.0〜30.0質量%のCr,10.0質量%以上のNi,及び0.04〜0.30質量%のNを含む組成を有するステンレス鋼帯を溶体化処理した後、圧延率30%以上の冷間圧延を施し、その後に550〜650℃の温度域で再結晶処理を施して、オーステナイト相が99体積%以上を占めるとともに平均結晶粒径が10μm以下の組織を有し、且つ300HV0.3以上の表面硬度を有するオーステナイト系ステンレス鋼帯を得る。
(もっと読む)
1 - 9 / 9
[ Back to top ]