
国際特許分類[B23C3/26]の内容
処理操作;運輸 (1,245,546) | 工作機械;他に分類されない金属加工 (71,475) | フライス削り (3,222) | 特定の工作物のフライス削り;特殊フライス加工法;そのための装置 (545) | 工作物中への4角または多角形の孔の作成,例.工具中へのキー孔の作成 (4)
国際特許分類[B23C3/26]に分類される特許
1 - 4 / 4
エンドミルによるポケット切削方法

【課題】既存のエンドミルを用いて、切削方法を変更することで、加工精度を低下させることなく、より大きな送り速度で切削して加工効率をより向上させることができる、エンドミルによるポケット切削方法を提供する。
【解決手段】底面に沿った底面仕上げ取り代Rtと、壁面に沿った壁面仕上げ取り代Rkと、底面仕上げ取り代Rtと壁面仕上げ取り代Rkとが重なる位置となるコーナー取り代Cnとからなるポケットの仕上げ取り代に対して、底面に直交するように配置したエンドミルTを用いて、第1の切削工程にて、コーナー取り代Cnを除いた底面仕上げ取り代Rt、またはコーナー取り代Cnを除いた壁面仕上げ取り代Rk、の一方の取り代のみを先に切削し、第2の切削工程にて、コーナー取り代を含めて残った取り代を切削し、コーナー取り代を除いた底面仕上げ取り代と、コーナー取り代を除いた壁面仕上げ取り代と、を同時に切削することなく別々に切削する。
(もっと読む)
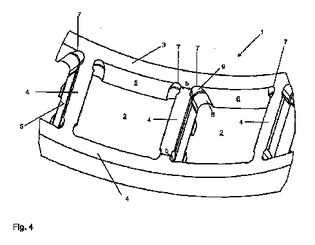
転がり軸受のためのケージとその製造方法
この発明の目的は、転がり軸受のケージとその製造方法と提案することであり、ケージは、転がり要素の数が増大すること又は、耐荷重能力が増大することにより特徴づけられる。転がり要素を受けるための複数のケージポケット(2)を有する転がり軸受のためのケージ(1)は、二つの側輪(3)と、複数のクロス部材(4)を有し、このクロス部材(4)は、ケージポケット(2)が形成されるように側輪(3)を連結している。このケージポケット(2)は、フライス切除された又はドリル切除された角部(7)―以後、これを総称してフライス切除角部という―を有している。この角部(7)は、ケージ(1)の回転軸に直角なフライス平面に、回転軸方向に向く半径方向のフライス経路(11)を有し、このフライス経路は、少なくとも部分区域(9)において、部分区域(9)を通して回転軸に乗る半径ベクトル(13)に対して傾斜して形成されている。このフライス経路(11)は、部分区域(9)において、ケージの軸(2)に対して傾斜して形成されている。
 (もっと読む)
(もっと読む)
切削加工方法

【課題】振動を抑制する切削軌道を得ることにより安定した切削加工を行うことができる切削加工方法を提供すること。
【解決手段】ワーク11に形成するポケット部12の隅R部14と同じ半径を有する小径ボールエンドミル21を用いてポケット部12の壁部13及び隅R部14が形成されるように溝部16を切削した後、小径ボールエンドミル21の径よりも大きい径を有する大径ボールエンドミル31を用いて溝部16により区画された島部17を切削してポケット部12の底部15を形成するようにした。
(もっと読む)
回転切削工具およびこれを用いた切削方法
径の小さいエンドミルを用いて繰り返し切削することなく、効率よく四隅の径が小さいポケット加工、直角加工を行うことが可能な回転切削工具およびこれを用いた切削方法を提供するために、エンドミル10は、金型等の金属ブロックに対して切削加工を行う工具であって、フライス盤等の工作機械にセットされて使用される。エンドミル10は、先端部分に2枚の切刃11a,11bを有し、その2枚の切刃11a,11bによって形成される先端角度D1は、70.53度である。 (もっと読む)
1 - 4 / 4
[ Back to top ]