
国際特許分類[B23F5/28]の内容
処理操作;運輸 (1,245,546) | 工作機械;他に分類されない金属加工 (71,475) | 歯車またはラックの製造 (592) | 製造されるべき歯に対する工作物のローリングオフ運動または包絡運動に連動して工具を移動させる直歯の製造 (114) | ブローチ削りによるもの;ブローチミーリングによるもの (5)
国際特許分類[B23F5/28]に分類される特許
1 - 5 / 5
車輪用軸受装置
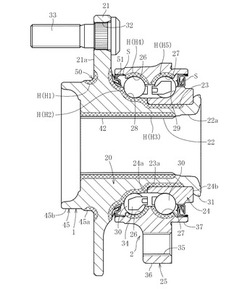
【課題】ハブ輪と等速自在継手とのセレーション嵌合における適切な嵌合予圧の設定維持が可能で、セレーション部の耐摩耗性と強度向上を達成でき、セレーション嵌合の嵌合有効長さの短縮を図ることできる車輪用軸受装置を提供する。
【解決手段】内周に外側転走面を有する外方部材25と、外側転走面に対向する内側転走面を有する内方部材と、対向する各転走面間に介装される転動体30とを備え、前記内方部材は、車輪に取り付けられるハブ輪1と、ハブ輪の切欠部23に嵌合する少なくとも1つの内輪24からなり、ハブ輪の端部が加締められて内輪を固定する車輪用軸受装置である。ハブ輪の孔部22の内周面に雌セレーショ42ンが形成される。雌セレーションの形成範囲に硬化層が設けられており、この雌セレーションは、硬化層H形成後および加締め後の超硬製ブローチ加工にて形成されている。
(もっと読む)
内歯の製造方法及び内歯を有する部品

本発明は,偏向面を有する内歯(2)を製造する方法に関するものであり,該内歯(2)は,端面(1b)を有する部品(1)に配置され,かつ,長手軸線(1a)及び端面(2a)を有し,該端面が部品(1)の端面(1b)に対して長手軸線方向でオフッセットして配置されている。本発明においては,内歯(2)の端面(2a)を,長手軸線(1a)に平行に配置された工具軸線(8a)の周りを回転する円錐状の回転工具(8)を使って加工し,次に回転工具(8)を軸平行に移動させ,その次に長手軸線(1a)と同軸に配置された円軌道に沿って導いた後,軸平行に復帰移動させる。 (もっと読む)
内歯歯車加工用ヘリカルブローチ及びブローチ加工方法
【課題】荒切削用切刃部でのブローチ加工による発生熱の影響が小さく、仕上げ切刃のブローチの切れ刃の寸法転写性がよく、発生熱のばらつきによる加工寸法のばらつきの小さい内歯歯車加工用ヘリカルブローチ及びブローチ加工方法を提供。
【解決手段】図1(a)に示す、本体 1の軸心 5に対する長手方向の所定のねじれ角βに沿って後方に向かって歯丈方向(図2(a)、8)に歯高を漸増させるいわゆる歯高上がりに複数の荒切削用切刃 2を配列した第1の荒切削用ブローチ10と、図1(b)に示す、前方ガイド部50に続き、本体21の軸心25に対する長手方向の前記所定のねじれ角βに沿って後方に向かって歯厚方向(図2(b)、9)に歯厚を漸増させるいわゆる歯厚上がりに複数の仕上げ切削用切刃22を配列した第2の仕上げ切削用ブローチ20とを有する。
(もっと読む)
雌スプライン加工方法
【課題】特殊な保持装置を用いることなく、内周面の雌スプラインの位相と外周面との位相とを一致させることができる雌スプライン加工方法を提供する。
【解決手段】トルク伝達部材1の内周面のうち少なくとも軸方向一端に、ブローチ刃101を内周面の軸方向一端から挿入可能であり、ブローチ刃101が挿入された状態でブローチバイト100に対する相対回転が規制される案内溝13を形成する。その後、トルク伝達部材1をブローチバイト100に対して相対回転可能で且つトルク伝達部材1の軸方向一端側がブローチバイトの先端側を向くように配置した後に、ブローチバイト100をトルク伝達部材1に対して軸方向へ移動させて、ブローチ刃10を案内溝13に挿入することで、トルク伝達部材1とブローチバイト100との位相決めを行う。この状態で、ブローチバイト100をトルク伝達部材1に対してさらに軸方向へ移動させて、雌スプライン11aを形成する。
(もっと読む)
多角形プロフィールの傾斜誤差、特に歯状部の側面整列誤差を訂正するための方法及び装置
プロフィール傾斜誤差、特にワークピース(W)のギヤ(V)の歯整列誤差を訂正するための装置に関する。前記装置(1)は、ワークピース(W)用のクランプ装置(3)と、ツール(4)と、ワークピース(W)とツール(4)の間に相対移動を生じさせる少なくとも1つの前進ユニット(7,7’)とを備える。この発明の装置は、ツール(4)用及び/又はクランプ装置(3)用のガイド装置(10,10’)を備える。このガイド装置は、ツール(4)の回転移動及び/又は前進方向に延びたワークピース(W)軸(X)の回りに装置をクランプすることを実行可能にする。この場合、前記回転移動は、補償移動として作用する。
(もっと読む)
1 - 5 / 5
[ Back to top ]