
国際特許分類[D01H5/30]の内容
繊維;紙 (81,477) | 天然または人造の糸または繊維;紡績 (11,659) | 紡績またはねん糸 (1,344) | 牽伸機械または装置 (278) | フォーラまたは類似する針を植えたバーのない牽伸機械または装置 (274) | 連続フィラメントを切断する装置を結合したもの,例.直紡におけるもの (2)
国際特許分類[D01H5/30]に分類される特許
1 - 2 / 2
ヤーン処理装置の制御方法
伸張−破断プロセスにおいてヤーン(Y)を処理するために使用される少なくとも2つの別々に制御可能なロールセット(22、26、34、56)の各々を開始または停止するための方法であって、各ロールセットが、少なくとも2つのロールを含んでなり、本方法が、伸張−破断プロセスにおいて処理されているヤーン(Y)の同時完全破損を最小にするように、所定のシーケンスに従って、かつ他のロールの少なくとも1つの速度の変化と協調して、各ロールの速度を初期条件から定常状態条件に変える、各ロールセットの工程によって特徴づけられる方法。  (もっと読む)
(もっと読む)
高弾性連続フィラメントから製造した高強度紡績糸、及びその製造方法
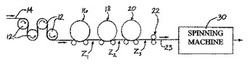
高強度紡績糸を製造するための方法であって、先ず、約20×106psiを超える引張弾性率を有する高弾性材料の実質的に捲縮のない連続フィラメントの1つ以上のトウを高速度牽切装置に通過させ、この牽切装置は前記フィラメントを牽切して約5〜6inの範囲にある平均繊維長を有する高弾性ステープルファイバとすべく、低い総ドラフト比(好ましくは約2.0)で運転される。トウは重いことが有利であり、例えば、繊度が約25,000〜約500,000デニールである。ステープルファイバは、牽切ステップの後でスライバケンス内に集められ、さらに、スライバケンスから紡績機に導入され、紡績されて糸になる。本発明の重要な一面は、牽切プロセスと実際の紡績プロセスとの間に、中間プロセスが存在しないことであり、これによりステープルファイバの配列の乱れや損傷が最小になる。 (もっと読む)
1 - 2 / 2
[ Back to top ]